جعبه ها یکی از ابزارهای مهم در تبلیغات و بازاریابی هستند. از جمله انواع جعبه ها، جعبه های مقوایی به دلیل ویژگی های منحصر به فرد خود، به عنوان یک ابزار موثر در تبلیغات شناخته شده اند. در این مقاله، به بررسی نکات کلیدی برای طراحی تبلیغات جذاب با استفاده از جعبه های مقوایی می پردازیم.
بخش اول
مزایای استفاده از جعبه های مقوایی در تبلیغات
حفظ و نگهداری محصولات
جعبه های مقوایی به دلیل ساختار محکم و مقاوم خود، محصولات را در برابر آسیب ها و خطرات نگهداری می کنند.
جلب توجه مشتریان
طراحی های خلاقانه و جذاب در جعبه های مقوایی می تواند توجه مشتریان را به خود جلب کند و از آنها دریافت بازخورد مثبت را فراهم کند.
ارتقاء ارزش برند
طراحی منحصر به فرد جعبه های مقوایی می تواند ارزش برند را افزایش دهد و در ذهن مشتریان تصویر قوی از برند ایجاد کند.
بخش دوم
نکات کلیدی برای طراحی تبلیغات جذاب با استفاده از جعبه های مقوایی
انتخاب مواد با کیفیت
استفاده از مواد با کیفیت و مقاوم در ساخت جعبه های مقوایی، علاوه بر حفظ محصولات، ارزش افزوده برند را نیز افزایش می دهد.
طراحی خلاقانه
طراحی جعبه های مقوایی باید خلاقانه و جذاب باشد تا توانایی جلب توجه مشتریان را داشته باشد.
استفاده از رنگ های مناسب
انتخاب رنگ های جذاب و متناسب با برند و محصولات می تواند جعبه های مقوایی را برجسته کند و تاثیر مثبتی بر تجربه مشتری داشته باشد.
قرار دادن اطلاعات کافی
در طراحی جعبه های مقوایی، به قرار دادن اطلاعات کافی و مهم درباره محصولات و برند توجه کنید تا مشتریان به راحتی بتوانند اطلاعات مورد نیاز را دریافت کنند.
نتیجه گیری:
جعبه های مقوایی به عنوان یک ابزار موثر در تبلیغات و بازاریابی، می توانند در ارتقاء تجربه مشتریان و ارزش برند نقش مهمی ایفا کنند. با رعایت نکات کلیدی در طراحی جعبه های مقوایی، می توانید تبلیغات جذابی را به مشتریان ارائه دهید و بازخورد مثبتی از آنها دریافت کنید.
جعبه هارد باکس یکی از ابزارهای مهم در ارائه هدایا است که نه تنها به عنوان یک وسیله بستهبندی عمل میکند، بلکه میتواند یک اثر هنری خلاقانه و جذاب نیز باشد. در این مقاله، به بررسی طراحی و استفاده از جعبه هارد باکس میپردازیم و ایدههای خلاقانه برای تزیین و سفارشیسازی جعبه هارد باکس را بررسی میکنیم.
در ابتدا، به بررسی انواع جعبه هارد باکس مختلف میپردازیم، از جمله جعبههای مقوایی، جعبههای کشویی و جعبههای مگنتی. هر یک از این انواع جعبه هارد باکس ویژگیها و مزایای خاص خود را دارند که در این مقاله به آنها میپردازیم.
سپس، به بررسی طراحی جعبه هارد باکس میپردازیم. از طراحی ساده و شیک تا طراحی با الهام از عناصر مختلف هنری، ایدههای متنوعی برای طراحی جعبه هارد باکس وجود دارد. در اینجا، نمونههایی از طراحیهای مختلف جعبه هارد باکس را معرفی و توضیح میدهیم.
در ادامه، به استفاده از جعبه هارد باکس میپردازیم. جعبه هارد باکس میتواند به عنوان یک راهی برای نمایش و ارائه هدیه به شیوههای مختلف مورد استفاده قرار بگیرد. در اینجا، روشهای مختلف استفاده از جعبه هارد باکس را بررسی میکنیم و نکاتی را برای استفاده بهینه از جعبه هارد باکس ارائه میدهیم.
در پایان، به ایدههای خلاقانه برای تزیین و سفارشیسازی جعبه هارد باکس میپردازیم. از استفاده از نوارهای رنگی و پودر براق تا استفاده از چسبها و طرحهای دستساز، ایدههای متنوعی برای تزیین جعبه هارد باکس وجود دارد که در اینجا به آنها میپردازیم.
با مطالعه این مقاله، شما میتوانید اطلاعات کاملی در مورد جعبه هارد باکس به دست آورید و ایدههای خلاقانه برای طراحی و استفاده از جعبه هارد باکس را دریافت کنید.
برای هر برند موفق، جعبه سازی یکی از عوامل حیاتی در افزایش ارزش برند و جذابیت محصول است. با استفاده از جعبه های مناسب و جذاب، برند شما می تواند تاثیر بیشتری روی مشتریان داشته باشد و به طور کلی به بهبود تجربه مشتری کمک کند. در این مقاله، به بررسی اصول و راهنمایی هایی برای جعبه سازی مناسب و افزایش ارزش برند شما خواهیم پرداخت.
شناخت کامل برند و محصول:
قبل از شروع به جعبه سازی، باید با دقت برند و محصول خود را بشناسید. باید به خوبی بفهمید که چه نقشی در بازار دارید، چه چیزی محصول شما را از رقبا متمایز می کند و چه ارزش افزوده ای برای مشتریانتان ایجاد می کند. این شناخت عمیق از برند و محصول، به شما کمک می کند تا جعبه ای که تازه تولید می کنید، با ارزش و منحصر به فرد باشد.
طراحی و شکل بندی مناسب:
طراحی و شکل بندی جعبه از جمله عوامل مهم در تاثیر گذاری بر مشتری است. جعبه باید جذاب و زیبا باشد و همچنین با محتوای محصول همخوانی داشته باشد. انتخاب رنگ ها، فونت ها و الگوها باید با هویت برند و محصول شما سازگاری داشته باشد و احساس کیفیت و ارزش محصول را به مشتری منتقل کند.
استفاده از مواد با کیفیت:
استفاده از مواد با کیفیت در تولید جعبه، نشان دهنده اهمیتی است که برند به تجربه مشتریان خود می دهد. جعبه های ساخته شده از مواد با کیفیت، به مشتریان اطمینان می دهد که محصولی با کیفیت و قابل اعتماد را در دست دارند. همچنین، استفاده از مواد قابل بازیافت و سازگار با محیط زیست نیز می تواند به ارزش برند شما افزوده شود.
ارائه اطلاعات کافی:
جعبه شما باید دارای اطلاعات کافی و مفیدی در مورد محصول باشد. این اطلاعات می تواند شامل توضیحات محصول، راهنمای استفاده، نکات مهم و همچنین اطلاعات تماس با برند باشد. ارائه اطلاعات کافی به مشتریان، به آنها کمک می کند تا تصمیم به خرید بهتری بگیرند و از محصول شما راضی باشند.
ارتقاء تجربه مشتری:
جعبه شما می تواند به تجربه مشتری کمک کند. از طریق ارائه جعبه های قابل استفاده مجدد یا قابل تبدیل به چیزهای دیگر، مشتریان می توانند از محصول شما برای مدت طولانی تر استفاده کنند و احساس ارتباط بیشتری با برند شما داشته باشند.
نتیجه گیری:
جعبه سازی یکی از عوامل مهم در افزایش ارزش برند شما است. با رعایت اصول و راهنمایی هایی که در این مقاله بیان شد، شما می توانید جعبه هایی با ارزش و جذابیت برای برند خود ایجاد کنید. این به شما کمک می کند تا تاثیر بیشتری روی مشتریان خود داشته باشید و برندتان را به موفقیت برسانید.
استفاده از محیط تغییر داده شده جهت افزایش عمر نگهداری موادغذایی، پدیده جدیـدی نمـی باشـد و از قرن نوزدهم میلادی دانشمندان دریافتند که می توان با افزایش مقدار گاز Co2 و کـاهش مقـدار اکسـیژن، انجـام واکنش های متابولیکی در محصولات دارای تنفس را به تأخیر انداخته، سـرعت رشـد میکـروب هـای هـوازی را کاهش داد.
از دیگر مزایای این روش می توان به مواردی همچون کاهش چروکیدگی محصول به دلیل از دست دادن رطوبت، ایجاد تأخیر در رسیدن محصول خصوصا میوه و سبزی و بالاخره حفظ بهتر رنگ، عطـر و طعـم و بافت اشاره نمود. ذکر این نکته ضروری است که روش MAP هرگز نمیتواند یک محصول با کیفیـت پـائین را به محصولی خوب و مرغوب تبدیل نماید و بنابراین اولین گام، دارا بودن محصـول مناسـب و بـا کیفیـت خـوب است.
بسته بندی به این روش MAP، به معنی قرار دادن محصول در بسته هـا و پوشـش هـای غیرقابـل نفـوذ یـا تـا حدودی نفوذپذیر به گازها است. سپس ترکیب فضای درون بسته بگونهایی تغییـر داده مـیشـود کـه شـباهتی بـه ترکیب هوا نداشته باشد. هوا دارای ۷۸ درصد ازت و ۲۱ درصد اکسیژن و حدود ۰/۰۳ درصد دیاکسـید کـربن است. این سه گاز عینا در بسته های MAP بکار رفتهاند با این تفاوت که نسبت آنها تغییر یافته است (شکل .(۱
شکل -۱ ترکیب گازها در هوای خشک و بسته های با محیط هوای تغییر یافته
در همین زمینه اصلاح CAP یا controlled Atmosphore packaging نیز وجود دارد. در این حالت، تغییـرات ترکیب گاز دائما تحت نظارت قرار داشته و سعی در حفظ آن مـی باشـد حـال آنکـه در MAP صـرفا در هنگـام بسته بندی نسبت گازها تنظیم میگردد. گاهی نیز بستهبندی در خلا صورت میگیرد (vacuum packaging) که در این حالت تمامی گاز درون بسته خارج می گردد.
ترکیب گازهای مورد استفاده در MAP
الف : اکسیژن
حضور اکسیژن میتواند برای ماده غذایی مضر باشد زیرا توسط میکروبهای عامل فساد مصـرف شـده و یا در انجام واکنشهای آنزیمی مخرب دخالت نماید و بنابراین در موارد متعددی، مقدار آن بـه شـدت کـاهش پیدا می نماید. در مورد میوه ها و سبزیها حضور مقداری اکسیژن جهت حفظ سلامت فیزیولوژیک آنها ضـروری است. علاوه بر این مقداری اکسیژن برای حفظ رنگ قرمز مطلوب در گوشت باید وجود داشته باشد.
ب : دی اکسید کربن
این گاز از رشد بسیاری از میکروارگانیزمها جلوگیری مینماید. مخمرها، قارچها و باکتریهای هوازی کـه همگی نیاز به اکسیژن دارند تحت تأثیر این گاز قرار گرفتـه، بـی اثـر مـی گردنـد. البتـه باکتریهـای غیرهـوازی و باکتریهای اسید لاکتیک تحت تأثیر این گاز قرار نگرفته و به حیات خود ادامه می دهند، هرچند تأثیر باکتریهـای اسید لاکتیک در حضور گاز دیاکسید کربن به مراتب کمتـر شـده و بنـابراین عمـر نگهـداری افـزایش خواهـد یافت. اثر بازدارندگی این گاز به عواملی مانند غلظت گاز، زمان اثر دهی، درجه حـرارت، تعـداد میکـروب هـای اولیه و aw بستگی دارد. دی اکسیدکربن در آب محلول بوده و توسط غذاهای حاوی رطوبت نسـبتا زیـاد جـذب می شود که این امر می تواند پس از طی مدت زمانی باعث چسبیدن بسته به سطح ماده غذایی گردد. بـا توجـه بـه اینکه حلالیت گاز در درجه حرارت های پائین افزایش می یابد مـی تـوان انتظـار داشـت کـه MAP در سـرما اثـر بیشتری را داشته باشد.
ج : ازت
گازی بی اثر است که به عنوان پر کننده و جایگزین اکسیژن به کار می برند. گرچـه از رشـد میکـروب هـا جلوگیری نمی کند. ولی با توجه به جایگزینی با اکسیژن، این عمل به نوعی صورت مـیگیـرد. نیتـروژن را بـرای جلوگیری از چسبیدن بسته به غذا نیز به اتمسفر میافزایند. جدول ۱ خلاصهایی از اثر هر یک از گازهای فـوق را نشان میدهد.
جدول -۱ خلاصه خواص گازهای موجود در MAP
نام گاز
خواص و اثرات
اکسیژن
متوقف کردن متابولیسم پایه
جلوگیری از فسادهای هوازی
از نظر شیمیایی بیاثر
نیتروژن
جلوگیری از اکسیداسیون (رنسید شدن)
جلوگیری از رشد کپکها
متوقف نمودن فعالیت باکتریها و قارچها
دیاکسید کربن
محلول در چربی و آب
جلوگیری از حمله حشرات و آفات آسیب رساندن به محصول در غلظت بسیار بالا
امکانات و اطلاعات مورد نیاز
الف: دستگاه ایجاد خلا و تزری گاز
جهت ایجاد MAP ابتدا در درون بسته خلاء ایجاد شده و هوا کاملاخارج میگردد و سپس گاز با ترکیب
مشخص به درون بسته تزریق می شود. گاهی نیز عمل خلا صورت نگرفته و صرفا گاز بـا ترکیـب معـین بـا فشـار
تزریق میگردد که همین فشار باعث میگردد تا هوای درون بسته خارج گردد.
ب : لایه ها و پوش های مورد استفاده
این لایـه هـا متنـوع بـوده ولـی بایـد از نـوع مجـاز باشـند .(food grade) معمـولا بـه صـورت چنـد لایـه
(laminate) از آنها استفاده می گردد. لایه ها متفاوت بـوده ولـی در هـر حـال از PE و surlyn در ترکیـب آنهـا
استفاده شده است. لایه ها ممکن است از پلیمرهای مختلفی تهیه شده باشند که میتوانند شامل نایلون (که دارای
نفوذپذیری متوسط بوده) تا ساران (کـه کـاملا نفوذناپـذیر اسـت) باشـند. جـدول ذیـل (شـماره ( ۲ خصوصـیات
تعدادی از این لایه ها را نشان میدهد.
جدول -۲ خصوصیات لایه های پلیمری مورد استفاده در MAP
انتقال اکسیژن
انتقال رطوبت
قابلیت
قابلیت
نام لایه
g/m
۲
/۲۴ h
شکلدهی
درببندی
cc/m
۲
/۲۴ h
PA (نایلون)
PVDC-PA
EVOH-PA
OPE
پلیاستر متالیزه شده
OPA
OPP
PVDC -OPP
PP
PVC
اکریلونیتریل( )
(EVA %4) PE
(EVA %8) PE
( %۱۸) PE
L-LDPE
یونومر ( )
۵۸
۲۹۵
بسیار خوب
ضعیف
۱۵
۲۰
بسیار خوب
ضعیف
۵
۳۰۰
بسیار خوب
ضعیف
۷۴
۱۸
ضعیف
ضعیف
۰/۱
۰/۶
ضعیف
ضعیف
۲۲
۱۶۸
ضعیف
ضعیف
۲۰۰۰
۶
ضعیف
ضعیف
۸
۴
ضعیف
ضعیف
۳۰۰۰
۱۱
ضعیف
خوب
۱۲۵
۱۰۰
–
ضعیف
۱۲
۷۸
–
ضعیف
۸۰۰۰
۲۵
ضعیف
خوب
۸۵۰۰
۳۰
خوب
بسیار خوب
۱۳۰۰۰
۴۰
خوب
بسیار خوب
۵۰۰۰
۱۰
خوب
بسیار خوب
۰
۲۷
خوب
بسیار خوب
ج : نسبت گازها در ترکیب
تعیین مقدار گازها در مخلوط برای هر نوع محصول غذایی متفاوت اسـت و در ایـن زمینـه بایـد مـواردی
مانند میزان حساسیت ماده غذایی، نیاز ماده غذایی به گاز(های) خالص، فسادهای عمده در ماده غذایی مورد نظر
و … توجه نمود. به عنوان مثال اگر مهم ترین عامل محدود کننده، فساد میکروبی است، اسـتفاده از مقـادیر زیـاد
Co2 جهت جلوگیری از رشد آنها عملی سودمند خواهد بود. همانگونه که ذکر شد در مواردی که فاکتورهـایی
چون رنگ مطرح است (مثلا در مورد گوشت) وجود درصدی از گاز اکسیژن مفید خواهد بود. جدول شماره ۳
ترکیب گازها را در مورد تعدادی از محصولات نشان میدهد.
جدول -۳ ترکیب مناسب گازها در MAP در چند فرآورده غذایی
نام محصول
اکسیژن
نیتروژن (%)
دیاکسید کربن(%)
ورقه های نازک گوشت
۰
۲۰
۸۰
نان
۰
۶۰
۴۰
پیتزا
۰
۸۰
۲۰
ماهی تازه (چرب)
۰
۷۰
۳۰
ماهی سفید تازه
۰
۶۰
۴۰
گوشت قرمز تازه
۷۰
۱۰
۲۰
گوشت مرغ تازه
۰
۵۰
۵۰
سوسیس
۴۰
۶۰
–
Pasta (تازه)
۰
–
۱۰۰
سیب درختی
۲
۱
۹۷
گوجه فرنگی
۴
۴
۹۲
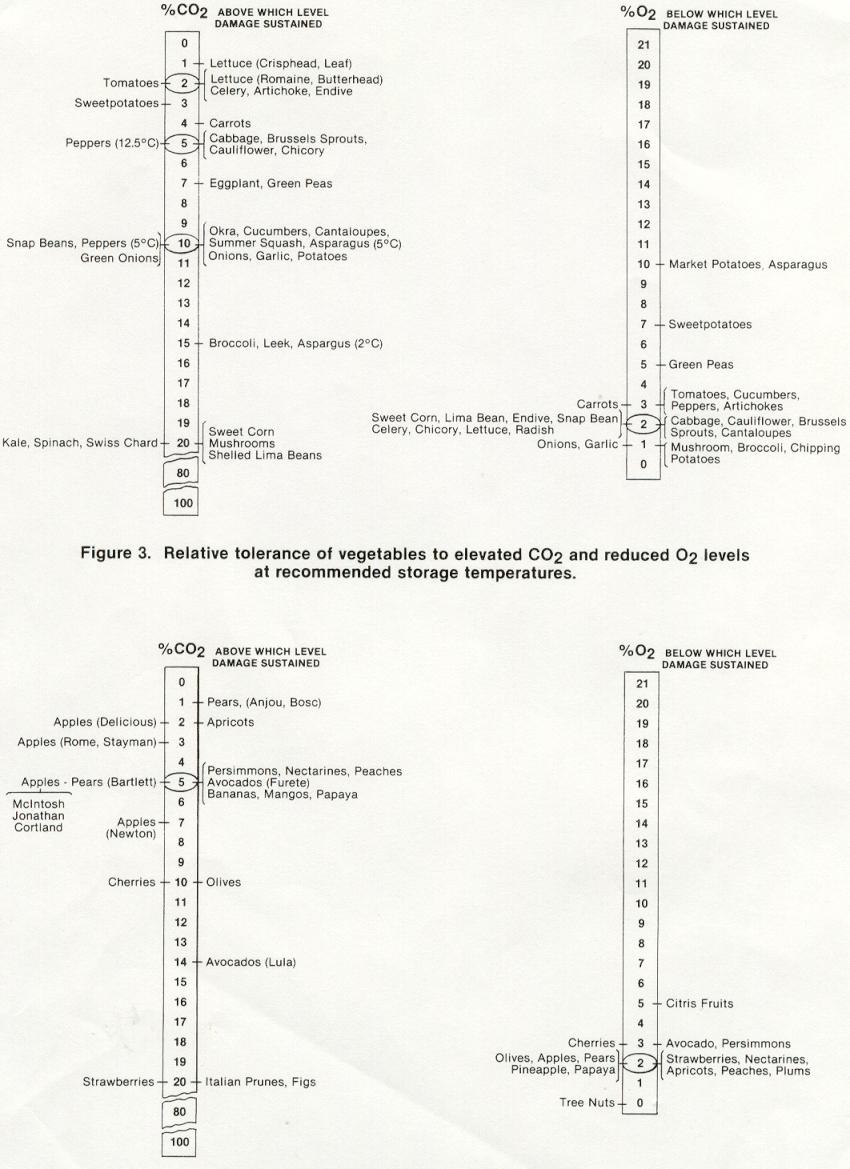
در مورد گوشت قرمز با توجه به وجود میوگلوبین، افزودن مقدار قابل توجهی گاز اکسـیژن جهـت حفـظ رنگ قرمز ضروری است. در مورد طیور با توجه به اینکه از میوگلوبین کمتری برخوردار هستند می توان از گـاز دی اکسید کربن بیشتری استفاده نمود بدون آنکه رنگ آسیبی ببیند. در مـورد مـاهی هـا، حـذف اکسـیژن جهـت جلوگیری از اکسیداسیون چربیهای آنها باید مورد توجه باشد، ضمن آنکه باید بسته ها را در برودت کمتـر از ۳۰ درجه سانتیگراد حفظ نمود.در مورد میوه ها و سبزیها نیـز توجـه بـه پروفیـل گـاز ضـروری اسـت. شـکل ۲ ،
غلظت گاز اکسیژن که در کمتر از آن غلظت، فساد به تأخیر می افتد و غلظت گاز دی اکسیدکربن کـه در بـالاتر از آن غلظت، فساد رخ نخواهد داد را نشان می دهد. بـه عنـوان مثـال در مـورد نخـود سـبز (نخـودفرنگی) میـزان اکسیژن باید در بسته کمتر از ۵ درصد و میزان گاز دیاکسید کربن بیش از ۷ درصد باشد. در محصـولاتی ماننـد سیب و گلابی نیز غلظت اکسیژن را باید تا حد ۲ درصد و کمتر کاهش داد، حال آنکه گاز کربنیک باید حداقل ۱ درصد باشد و مقادیر بیشتر آن توصیه میشود.
شکل -۲نحوه اثر کنترلی گاز های اکسیژن و دی اکسید کربن در سبزی ها و میوه ها
با توجه به تنوع مواد غذایی از نظر ترکیب و نحوه نگهداری بسته بنـدی آنهـا بصـورت MAP نیـز متفـاوت مـی باشد که در این زمینه چندین مثال ذکر خواهد شد.
گوشت
گرچه با کاهش مقدار اکسیژن، رنگ گوشت به قهوه ایی متمایل خواهد شد، اما وجود اکسیژن می تواند بار میکروبی را بشدت افزایش دهد و بنـابراین گـاهی از لایـه هـای PVDC همـراه بـا EVA جهـت بسـته بنـدی گوشت استفاده می شود. اما بهرحال اکنون دراکثر کشورها، از سینی های EPS همراه با پوشـش سـاران یـا پلـی اتیلن استفاده می گردد. در مورد ماکیان نیز همین روش انجام می شود ولی صرفا مخلوط گازهای CO2 و N2 بـا نسبت معینی تزریق می گردد.
لبنیات
الف: شیر تازه
اگر در بسته های »تترا-بریک« بسته بندی شود، دارای لایه های پلی اتیلن/پلی اتیلن/ مقـوای نـازک/ پلـی اتیلن است. در صورتی که هدف تولید شیر بصورت استریل باشد، یک لایه آلومینیومی نیز به جمع لایه ها اضافه خواهد شدیعنی بصورت پلی اتیلن/ پلی اتیلن/ آلومینیوم/ پلی اتیلن/ مقوای نـازک/ پلـی اتـیلن در خواهـد آمـد.
ضخامت ورق آلومینیوم حدود ۱۵ میکرون است و لایه های داخلی پلی اتیلن به ترتیب ضخامتی برابر با ۳۵ و ۲۵
میکرون میکرون دارند، گرچه می توان از ضخامت های کمتر هم استفاده نمود.
ب: پنیر
بسته های پنیر باید نسبت به اکسیژن مقـاوم باشـند (کمتـر از ۱ میلـی لیتـر اکسـیژن ۱۰۰ / ایـنچ ربـع/ فشـار اتمسفر۲۴ / ساعت باید عبور نماید) تا بدین ترتیب از رشد کپک جلوگیری شده و در ضـمن چربـی موجـود در پنیر که مقدار قابل ملاحظه ای است، اکسید نشود. همچنین عبور رطوبت از بسته باید ناچیز باشد و دارای انعطاف پذیری خوبی باشد بطوری که بر اثر تا خوردن دچار شکستگی نشود. در جهت تامین این نیازها معمولا لایه های
OPP یا PA که با PVDC پوشانده شده اند و دارای ضخامتی حدود ۱ میل ۲۵) میکرون) بـوده بـین آنهـا EVA (نوع ۱۸ درصد) قرار گرفته است مورد استفاده قرار می گیرند.
نوع فیلم بـا نـام تجـاری کورپـولن (curpolene) می شود. پنیر رنده شده در کیسه های PET که با PVDC پوشیده شده انـد و دارای EVA و یـا یونـومر بعنـوان ها استفاده می گردد. در مورد پنیر نکته ایی که وجود دارد آن است که آنها در دوره نگهداری و قبل از مصرف عامل چسبنده می باشند،
قرار میگیرد. گاهی نیز از سلوفان دارای پوشش PVDC یا OPP همراه با انـواع چسـب تولید CO2 می نمایند. از آنجا که فیلم های با خواص ممانعتی بسیار خوب استفاده می شود بنـابراین CO2 مجـال خروج را نیافته و نوعی بسته پف کرده دیده خواهد شد و پنیر مشتری پسندی خود را از دست خواهد داد.
در این مورد استفاده از BON یا ضخامت ۱ میل ۲۵) میکرون) ضمن آنکه نفوذپذیری به اکسیزن را تا حـد قابـل قبـولی حفظ می کند، اما اجازه خروج به CO2 را خواهـد داد. نسـبت نفوذپـذیری CO2O2 در ۵/۹ BON اسـت، ایـن نسبت در OPP پوشیده از ۲/۳ PVDC است. این در حالی است کـه نفوذپـذیری OPP بـه اکسـیژن تنهـا نصـف
BON است. در کنار آن باید توجه داشـت کـه مقـدار گـاز CO2 تولیـدی برحسـب شـرایط نگهـداری و مقـدار میکروارگانیزم ها پنیر متفاوت است، گاهی استفاده از BON درحد ۱ میل کـافی نخواهـد بـود و در ایـن حالـت استفاده از BON در حد کمتر از یک میل و یا PET بدون پوشش توصیه شـده اسـت کـه بـه قیمـت فـدانمودن نفوذناپذیری لایه به اکسیژن خواهد بود. در مواردی نیز از بسته های تتراپک که در آنها لایه های کاغـذی بکـار نرفته (مانند آنچه درمورد شیر گفته شد) استفاده شده است.
نوشابه های گازدار
بسته انتخابی PET است، هرچنـد کـه نفوذپـذیری آن بـه گـاز ۲۰) CO2 میلـی لیتـر۱۰۰/ ایـنچ مربـع۲۵ /
میکرون/ اتمسفر۲۴ / ساعت) خصوصا در بطری های کمتر از ۱/۵ لیتر که حدود ۶۰ درصد بازار مصرف نوشـابه هارا تشکیل می دهند زیاد است.
ج: پرتزل
(Pretzels)
فراورده ایی است که از مخلوط نمودن آرد دو چند جزء دیگر بدست می آیـد و سـپس در محلـول سـود غوطه ور شده تا رنگ قهوه ای پیدا کند و سپس در آون های طویل پخته می شود. نمونه سـاده آن چـوب شـور است. از بسته های ذیل جهت بسته بندی آن استفاده می شود.
OPP پوشیده شده با OPP / PE/ PVDC
سلوفان پوشیده شده با OPP / PE / PVDC
در حالت دوم، ضخامت لایه سلوفان بیش از ۳ برابر OPP است.
تنقلات (لب چره ها)
بسته های مورد استفاده باید غیرقابل نفوذ به بخار آب، روغن، اکسیژن باشند و جهـت بسـته بنـدی آنهـا برحسـب مورد از لایه های ذیل استفاده می گردد. glassin کاغذی است که هر مترمربـع مربـع آن دارای ۵۰ گـرم وزن بوده و ۵ تا ۷ پاوند PVDC بر روی آن قرار گرفته است.
Ionomer /HDPE / یا OPP /EVA
PVDC/ glassine / یا چسب OPP /
Ionomer/OPP / یا OPP / PVDC
OPP / متالیزه PE / یاOPP / Ionomer
Ionomer/OPP یا OPP / PVDC
(EP) Ethylenepropylene / OPP-EVA / PVDC / EP
الف: چیپس سیب زمینی
با توجه به اهمیت این محصول، نفوذناپذیری به نور، اکسیژن و رطوبت کاملا ضروری است و از بسته های
ذیل استفاده می گردد.
برای بسته های کوچک
ورق آلومینیوم یا PP متالیزه / چسب / HDPE / چسب OPP /
برای بسته های بزرگ
PVDC/ Glassine یا ورق آلومینیوم OPP / PE /
و یا
ورق آلومینیومی یا PP متالیزه OPP / PE /
نوعی چیپس نیز در قوطی های ساخته از الیاف کاغذی به هم بافته که بصورت مورب کنار هم قرار گرفته اند و کاملا نسبت به گاز نفوذناپذیرند، بسته بندی می شود (pringles) این قوطی ها علاوه بر لایه کاغذ دارای لایه های PP و آلومینیوم (بصورت متالیزه) هم هستند و دو انتهای آنها از جنس فولاد قلع اندود است.
ب: چیپس ذرت یا تورتیلا
ازخمیر آرد ذرت یا “masa” تهیه می شود و باید بسته بکار رفته جهت بسته بندی آن مقاومت بـه عبـور رطوبت، اکسیژن باشد. برای بسته کوچک
OPP پوشیده شده با OPP / PE / PVDC
و برای بسته های بزرگ تر
OPP پوشیده شده با OPP / PE / PVDC
استفاده می شود. تفاوت این دو در آن است که OPP در انواع بزرگتر ضخیم تر می باشد.
د: پف فیل
(Popcorn)
از بسته ای با ترکیب ذیل جهت بسته بندی آن استفاده می گردد.
OPP پوشیده شده با OPP / PE / PVDC
و یا
OPP متالیزه شدهOPP / PE /
بــرای بســته بنــدی پــف فیــل مناســب جهــت اســتفاده در مــایکروویو از دو لایــه کاغــذ همــراه بــا PVA
بعنوانheat-sealer استفاده میگردد. PVA بگونه ای برروی لایه های کاغذ قرار می گیرد کـه دارای فواصـلی برای خروج بخار آب باشد.
این روشها را می توان به دو دسته کلی پرکردن مایعات رقیق و غلیظ و مواد خشک تقسیم بندی نمـود کـه در مورد هر یک از روشهای متفاوتی استفاده میشود.
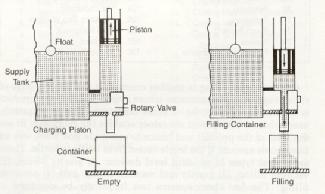
الف: پر کردن مایعات
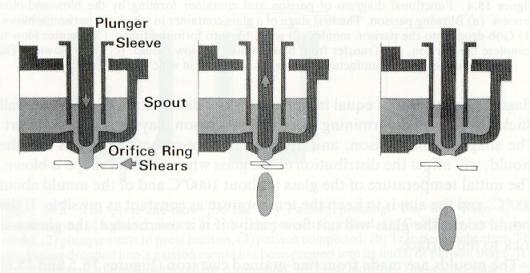
اکثر مایعات به صورت حجمی و توسط یک پیستون که در آن یا یک دریچه رفت و برگشتی تعبیه شـده و یا آنکه دریچه به دور خود می چرخد. در هر دو صورت با هر حرکت پیستون، مقداری از غذای مایع موردنظر از طریق دریچه وارد ظروف بستهبندی خواهد شد (شکل .(۱
شکل ۱ روش های پر کردن حجمی
روش پیستونی
دو مکانیزم متفاوت را جهت پر کردن در بر میگیـرد. روش اول اسـتفاده از دیـافراگم و روش دوم با استفاده از فواصل زمانی معین. در حالت اول از هوا و یا یک گـاز بـی اثـر و دیـافراگم بـرای انتقـال محصول به درون ظرف استفاده می گردد و از دقت بسیار بالایی برخوردار میباشد و در مورد ظروفی کـه دارای گردن کوتاهی هستند و ارزش ماده غذایی بسیار بالاست استفاده می گردد. در روش دوم از صـفحات چرخـان و یا پرکن های حلزونی (عمودی) استفاده می گردد(شکل .(۲ همچنین می توان از پمـپ هـای چرخـان کـه از دقـت خوبی هم برخوردار هستند استفاده نمود.
ب : پرکردن محصولات خشک این محصولات ممکن است دارای حالت بسیار خشک تا حالت چسبنده باشند. پودرهای بسیار نرم ممکن است خطر انفجار را هم به دنبال داشته باشند و بنابراین تمهیدات لازم را باید برای آنها در نظر گرفت.
محصولات پرک مانند باید با دقت بسیار فرآیند شوند تا از شکستگی آنها اجتناب شود. با توجه به تنوع محصولات خشک از روشها و وسایل بسیار گوناگونی در این قسمت بهره گرفته میشود ولی میتوان آنها را در سه دسته کلی پر کردن بر حسب تعداد، بر حسب وزن و بر حسب حجم تقسیم بندی نمود.
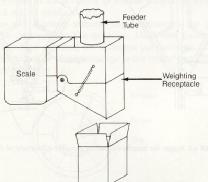
در روش اول که برای محصولاتی مانند بیسکویت و کیک و … بکار میرود ابتدا محصول در ستون شمارش قرار گرفته و پس از آنکه به تعداد لازم از محصول در این ستون جای گرفت، در درون بسته جای داده خواهد شد. در همین زمینه میتوان از چشمهای الکترونیک و یا دیسکهای مخصوص نیز جهت شمارش استفاده نمود. در روش دوم، وزن محصول به صورت خالص (net) و یا ناخالص (gross) سنجیده شده و سپس وارد بسته میگردد (شکل .(۳
شکل -۳ پر کردن با استفاده از سیستم ترازویی
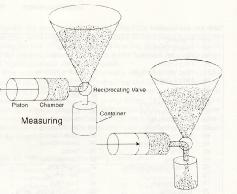
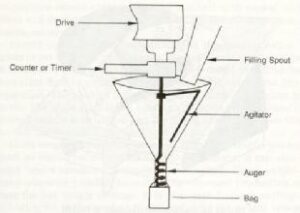
روشهای حجمی به چهار شکل عمل پرکردن را انجام میدهند که عبارتند از: تحت خلا، متهای (حلزونی
عمودی)، فنجانی و بالاخره جریان ثابت. جریان ثابت صرفا در محصولاتی که دارای bulk density ثابتی هستند استفاده میشود. در پرکنهای تحت خلاء، مطابق خلاء ایجاد شده در بسته، محصول به درون آن ریزش مینماید و بنابراین حجم بسته خود عامل کنترل خواهد بود. در روش متهائی (auger)، حجم معینی از محصول بواسطه چرخش حلزون عمودی به داخل بسته وارد میگردد و در روش پرکنهای فنجانی، محصول به درون فنجان با حجم مشخص ریزش نموده و سپس سطح آن توسط کاردک مخصوص صاف میشود.
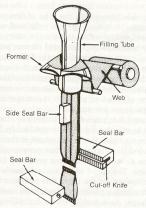
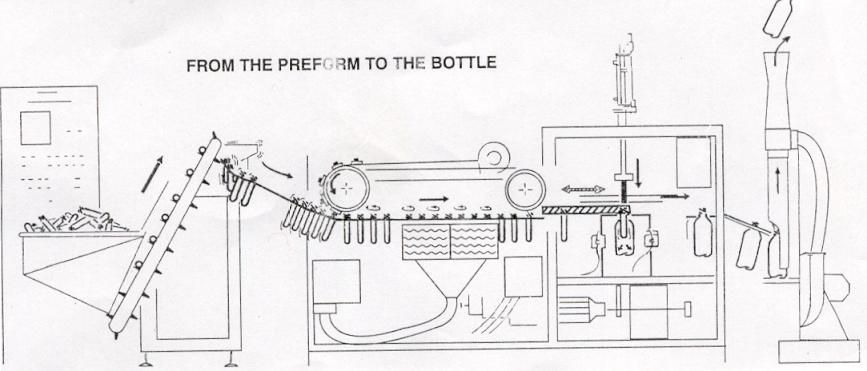
صرف نظر از آنچه ذکر شد از دیگر روشهایی که امروزه به شکل وسیعی در صنعت بستهبندی موادغذایی استفاده میشود، روش شکل دهی پر کردن- درببندی (form-fill-seal) است که عمدتا در مورد بسته های قابل انعطاف پلیمری قابل اجرا است. این نوع ماشینها میتواند به صورت عمودی (شکل(۴ و یا افقی باشند.
شکل-۴ روش شکل دهی – پر کردن – درببندی عمودی
بسته ها ممکن است از سه طرف و یا چهار طرف درببندی (seal) شوند و بسته های حاصل عموما به شکل کیسه (pouch) هستند. محصولات غذایی مختلف که در ظروف و پوششها قرار گرفتند ممکن است از پوشش دیگری که به دور آنها پیچیده میشود نیز برخوردار گردند. پیچیدن (wrapping) امروزه در موارد بسیاری اعمال شده و ممکن است در تماس مستقیم با ماده غذایی باشد (مثلا در مورد شکلاتها، آب نباتها) و
یا آنکه نباشد (مثلا جعبه همان شکلات). امروزه از مواد پلیمری شفاف خصوصا لایه های نازک پلیاتیلن، پلیپروپیلن و PET استفاده وسیعی میشود، هرچند که ممکن است آنها همراه با ورقهای نازک کاغذ و آلومینیوم نیز باشند. گاهی مواد پلیمری بر روی محصول انداخته شده و سپس وارد تونل حرارتی میگردد تا پس از جمع شدن (shrinkage)، کاملا محصول را در بر گیرد. در بحث پیچیدن دو اصطلاح slip و COF (coeffieient on friction) مطرح است. slip به معنی سهولت حرکت لایه های در نظر گرفته شده جهت پوشش در دستگاه هاست که هرچه بیشتر باشد ضریب اصطکاک یا COF کمتر خواهد بود و میتوان با سرعت بالاتر و بدون ایجاد وقفه در فرآیند (بدلیل احتمال پارگی) عملیات بستهبندی و پیچیدن را به انجام رساند.
مقدمهپلاستیک ها را می توان بر حسب منشاء آنها به دو دسته طبیعی، مانند سلوفان و یا کاملا سنتزی تقسیم بنـدی نمود. آنها را میتوان همچنین بر اساس نحوه پلیمریزه شدن (کندانس شدن یا واکنشهای اضافی) نیز دستهبندی کرد و بالاخره آنها را بر اساس خواص فیزیکی به دو دسته ترموپلاستیک ها و ترموسـت هـا تفکیـک مـی نماینـد.
پلاستیک ها از کشفیات قرن بیستم به حساب می آیند و اولین آنها سلوفان است که از سلولز و در سال ۱۹۱۰ تهیه شد، هرچند بعدها جای خود را به انواع سنتزی داد. ترکیب و اتصـال تعـداد بیشـماری اتـم هـای کـربن از طریـق پیوندهای کئووالانس، در نهایت منجر به تولید مولکولهای بزرگی خواهد شد که حاوی میلیونها اتم کربن بـوده که می توانند در کنار خود اتمهای اکسیژن، نیتروژن و سولفور را هم قرار دهند. ترموپلاسـتیک هـا مولکـول هـای رشته ای شکل هستند و نام خود را از خواص فیزیکی که دارا هستند میگیرند، بدین ترتیب که با افـزایش درجـه حرارت نرم شده و سپس می توان آنها را شکل داد و پس از سرد شدن سفت و محکم میشوند. ترموپلاستیکها عموما به صورت گرانول و پودر تولید می گردند. این دسته از مواد پلاستیکی را پلیمر نیز میگوینـد کـه بعـد از اضافه کردن موادی همچون نرم کننده ها (plasticizers)، به آنها عبارت پلاستیک نیز اطلاق میگردد.
ترموستها از شبکهای که در آن پیوندهای کئووالانسی تشکیل اتصلات عرضی دادهاند، بوجود آمده اند.
این اتصالات عرضی در حین شکل دهی ایجاد شـده و پـس از آن پلاسـتیک بـه حـرارت مقـاوم خواهـد شـد. از ترموست ها گاهی به جهت پوشش سطح داخلی ظروف و قوطی ها که در تمـاس بـا موادغـذایی هسـتند اسـتفاده می گردد. سنتز آنها تفاوت چندانی با سنتز ترموپلاست ها ندارد جز آنکه در مرحله نهایی عملیات ایجاد اتصالات عرضی در سطح مولکول و سخت شدن آن صورت میپذیرد. در زمینه ساختار، سادهترین ترکیـب شـیمیایی کـه جهت سنتز این مواد به کار می رود و از آنهـا مولکـول هـای بـزرگ سـاخته مـیشـود، منومرهـا (monomers) هستند. منومرها یا به صورت غیراشباع هستند یعنی دارای یک یا چند پیوند دوگانه میباشـند و یـا آنکـه از دسـته ترکیباتی به شمار می آیند که می توانند دو عمل را با هم انجـام دهنـد. هنگـامی کـه سـخن از سـاخت پلاسـتیک
(پلیمر) میشود، منظور انجام فرآیند پلیمریزی کردن است
مواد خام اولیه و فرآیند بسپاری کردن (پلیمریزه شدن)
مواد اولیه جهت تولید منومرها عمدتا نفت، گاز و گاهی زغـال سـنگ مـی باشـند. از مـواد طبیعـی (منـابع تجدید شونده) نیز در ابتدا استفاده میشد که رفته رفته جای خود را به مواد سنتزی دادند. با پیشرفتهای صورت گرفته در آینده نه چندان دوراز پلی مرهای طبیعی به شکل گستردهای استفاده خواهد شد. گرچه پلاستیکهـا از پلی مریزه نمودن مستقیم منومرهایشان بدست می آیند، اما فرآیند تولید منومرهـا خـود از چنـدین مرحلـه تشـکیل شده است. در هر حال منومرها صرفنظر از مراحـل تولیـد، ترکیبـاتی هسـتند کـه بـه عنـوان مـاده آغـازین تهیـه پلاستیکها از آنها استفاده میگردد.
کوپلیمرها
(Copolymers)
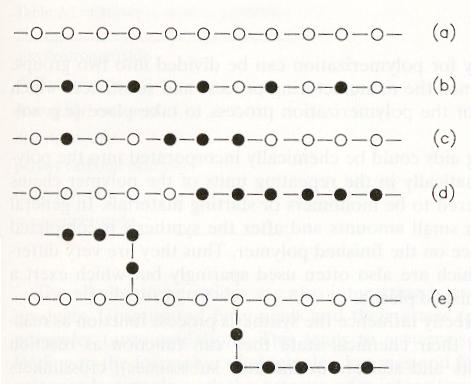
در صورتی که پلی مر صرفا از یک نوع منومر تهیه شده باشد، بـه آن همـوپلیمـر مـی گوینـد، حـال آنکـه مخلوطی از منومرهای متفاوت، یک کوپلی مر را بوجود می آورد کـه در حالـت اخیـر انـواع مختلفـی مـی توانـد داشته باشد. مثلا به صورت یک در میان و یا چند در میان باشد. در کوپلیمرهای بلوکی، چندین منـومر در کنـار هم قرار گرفته اند. در کوپلی مرهای نوع پیوندی (graft)، وضعیت مانند کوپلی مرهای بلوکی است با این تفاوت که اتصال منومرهای متفاوت با منومرهای اولیه به صورت شاخهای دیده میشود (شکل. (۱
مواد شیمیایی مصرفی به هنگام تولید پلیمر
الف-کمک فرآیندها که خود به دو دسته تقسیم میشوند، آنهایی که مستقیما در فرآیند ساخت مؤثرند و آنهایی که محیط مناسبی برای انجام فرآیندهای پلیمریزه شدن مهیا مینمایند (مانند حلالها و امولسیفایرها). این ترکیبات در ساختار پلی مر نهایی دیده نمی شوند و به مقدار بسیار کم مصرف می گردند و پس از پایـان واکـنش هیچ تأثیری بر محصول تمام شده ندارند. از دسته اول می توان به کاتالیزورها، ایجاد کننده های اتصالات عرضی، کنترل کننده های کاتالیزورها، اشاره نمود. کاتالیزورها مانند فلزات، اکسیدهای فلزی، نمـک هـا و ترکیبـات آزو
(Azo)، متفاوت بوده، هرچند با فعالیت آنها واکنشهای زنجیرهای پلیمریزه شدن آغـاز خواهنـد شـد. از دسـته دوم به جز حلال ها و امولسیفایرها، می توان به رسـوب دهنـده هـا، ضـدکف هـا، تنظـیم کننـده هـای pH ، تثبیـت کننده ها اشاره نمود.
شکل-۱همو پلی مر((a کو پلیمر(b و (c کو پلیمر بلوکی((d وپلی مر پیوندی((e
افزودنیها به مواد پلاستیکی
با توجه به استفاده گسترده از مـواد پلاسـتیکی در زمینـه هـایی چـون بسـته بنـدی موادغـذایی، کشـاورزی، پزشکی و … ضروری است که به انتقال احتمـالی منومرهـا، الیگومرهـا، کمـک فرآینـد هـا و مـواد افزودنـی بـه پلاستیک توجه کافی مبذول گردد چراکه همگی از دسته ترکیباتی با وزن مولکولی پـائین هسـتند. بـه هـر روی
ذکر این نکته نیز جالب خواهد بود که بدانیم برای تولید مواد پلیمری مناسب جهت استفاده در صنعت بستهبندی موادغذایی و یا پزشکی، نیاز به افزودن موادی به ترکیب پلی مر مربوط می باشد. هر یـک از ایـن افزودنیهـا تـأثیر مشخصی را بر پلیمر میگذارند. در جدول ۲ میتوان پلیمرهای پر مصرف که جهت بستهبندی موادغذایی بکار میروند و در تماس با غذا هستند و نیز افزودنیهایی که بر حسب مورد به آنها افزوده میشود را ملاحظه نمود.
جدول ۲ افزودنیهای مصرفی در پلاستیکهای مورد استفاده جهت بستهبندی موادغذایی
نوع افزودنی
نوع پلیمر
LDPE HDPE
PP
PS
PVC PET PA
مواد تشکیل دهنده هسته
+
+
+
+
+
+
+
روان کننده ها
+
+
+
مواد ضد الکتریسیته ساکن
+
+
+
+
+
مواد کمک کننـده بـه ایجـاد
+
حجم
+
+
نرم کننده ها
+
+
+
+
+
آنتیاکسیدان فنلی
+
+
مواد جاذب نور ماوراءبنفش
+
+
+
+
+
+
+
تثبیتکننده های حرارتی
+
+
+
+
ضد اسیدها
+
خشککننده ها
+
+
+
ضد مه
+
+
+
+
+
رنگها
+
+
+
+
الف- مواد تشکیل دهنده هسته (Nucleating agents)
برای نیل به خواص پایدار و ساختار نیمه بلورین در پلاستیکها، از موادی به نام »مواد تشکیلدهنده هسته« برای ایجاد هسته های هتروژن در مذاب و تهیه بلورهایی با اندازه منظم استفاده میگردد. این مواد تأثیر خود را از طریق ایجاد یک شبکه ژله ای در درون پلی مر و یا فراهم نمودن نقـاطی کـه عمـل تشـکیل هسـته از آنجـا آغـاز می گردد، به انجام می رسانند. از جمله این مواد می توان به املاح سدیمی و فسفات های آلی، نمک های بنزوئیک یا فتالیک اسید اشاره نمود. در مورد PP از گل رس و یا سیلیس بسـیار نـرم در حـد ۰/۱ تـا ۰/۳ درصـد اسـتفاده میگردد و در مورد PET و PA از موادی که شباهت تامی به این دو پلیمر دارند استفاده میشود.
ب: روانکننده ها (lubrieants)
موادی هستند که بر اصطکاک داخلی و خارجی پلی مرهـا تـأثیر مـی نهنـد و ایـن اثـر را بواسـطه تغییـر در رئولوژی پلی مر مذاب، ایجاد می کنند، زیرا که قادر به کاهش ویسکوزیته پلاستیک مذاب خواهند بود. از جمله این ترکیبات می توان به الکل های چرب، اسیدهای چرب، آمیـدها، دیآمیـدها، مـوم هـای پـارافینی و … اشـاره نمود. حلالیت روان کننده ها در پلیمرها از اصل قـدیمی »مشـابه در مشـابه حـل مـیشـودSimili Similia ) « (Solvuntur تبعیت می کند و مطابق این اصـل بـه عنـوان مثـال، روانکننـده هـای غیـر قطبـی ( ماننـد مـوم ) در پلی اولفین ها PP) و (PE حل می شوند، حال آنکه اسیدهای چرب و استر در آنها حل نمی شوند.
گـاهی مـوادی چون ژل سیلیکا و پودرگچ را هم که در اصل ضد بلوکه شدن پلـیمرهـا هسـتند بـه عنـوان روانکننـده خـارجی (External lubricants) میشناسند. از روانکننده ها در PVC در حد ۰/۳ تا ۰/۸ درصد، در پلیاولفـین هـا، در حد ۰/۱ تا ۰/۲ درصد استفاده می گردد. در مورد L-LDPE به صورت اختصاصـی فلـوروپلی مرهـا کـاربرد دارد.
ج- مواد ضد الکتریسیته ساکن (Antistatic agents)
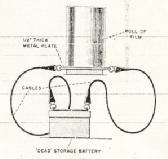
از جمله مشکلات موجود در پلاسـتیک هـا، وجـود الکتریسـیته سـاکن در آنهاسـت کـه گـاهی مـیتوانـد باعـث آتش سوزی نیز گردد. برای رفع این نقیصه در گذشته با استفاده از یک سیستم ساده و عمل تخلیه بارهـا صـورت
میگرفت (شکل ( ۲ اما اکنون این عمل با استفاده از افزودنیهای یونی و انجام میشود.
شکل-۲ تخلیه بار الکتریکی پلی مر با استفاده از باطری از کار افتاده
با استفاده از این مواد (که یا روی سطح پلیمر قرار میگیرند و یا به پلیمر هنگام فرآیند اضافه میشوند)، قسمت هیدروفوب آن ها به ماکرومولکول (پلی مر) متصل شده و آن را از تماس مستقیم با رطوبت هـوا بـاز مـیدارد. از سوی دیگر بخش هیدروفیل (ماده ضد الکتریسیته ساکن) جذب آب را میسر نموده و هدایت الکتریکی بـر روی سطح را افزایش می دهد و بنابراین از تجمع الکتریسیته ساکن جلوگیری خواهد نمود.
این عمل نـه تنهـا از جرقـه زدن لایه ها جلوگیری می نماید، بلکه نشستن گرد و غبار بر روی سطح پلیمر را نیز مـانع مـیگـردد. از ترکیبـات یونی مورد استفاده می توان به املاح سولفونیوم، فسفونیوم و آمونیوم اشاره کرد و در مورد ترکیبات غیریونی نیـز پلی اتیلن گلیکول قابل ذکر است. از مواد یونی برای پلاستیکهای قطبی مانند PVC و PS استفاده میشود و از غیریونیها هم در مورد PO غلظت این مواد حداکثر ۰/۱ تا ۲ درصد خواهد بود.
د- مواد کمک کننده به ایجاد حجم ( Blowing agents )
در پلی مرهایی مانند PVC و PS که جهت ساخت ظروف یکبـار مصـرف کـاربرد دارنـد، ایجـاد حجـم نقش زیادی دارد و معمولا از ترکیباتی که گازهای خنثی را تولید مینمایند اسـتفاده مـیگـردد کـه از آن جملـه میتوان به دیایزوپروپیل هیدراز و دیکربوکسیدات و اشاره کرد.
ه- نرم کننده ها (Plasticizers)
افزودنیهایی هستند که پلی مر را به صورت ژل درآورده و فرآیندپذیری و انعطاف آن را از طریق کـاهش ویسکوزیته حالت مذاب و Tg افزایش می دهند، بدون آنکه خصوصـیات شـیمیایی پلـی مـر را تغییـر دهنـد. نـرم کننده ها به دو دسته داخلـی و خـارجی تقسـیم مـی شـوند. در حالـت اول نـرم کننـده بواسـطه نیروهـای فیزیکـی
(واندروالس) به پلی مر متصل می شود و اثر محسوسی را از خود به جای می نهد. در صورتی که از نـوع خـارجی استفاده شود، تبخیر نرم کننده و یا هیدرولیز آن تحت تأثیر حرارت و یا اکسید شدن میتواند مشکلاتی را ایجـاد نماید. با توجه به اینکه نرم کننده ها عموم۲ا دارای وزن مولکولی پایینی هستند و نیز از آنجا که در غلظتهای بـالا از آنها استفاده می شود، بنابراین تماس آنها با ماده غذایی نیز خطر آفرین خواهد بـود و بنـابراین نـرم کننـده هـای خارجی با وزن مولکولی بالا دارای ارجحیت استفاده هستند. نرم کننده هـای آلـی بـا نقطـه جـوش بـالاتر از ۳۰۰
درجه سانتی گراد اکنون در دسترس است که از آن جمله میتوان، دی -۲)اتیـل هگزیـل) فتـالات، دی(-۲ اتیـل هگزیل) ادیپات، فسفات های آلی و … را نام برد. فسفات ها از شعله ور شدن نیـز جلـوگیری کـرده، مـانع از دود کردن می شوند. مقدار مصرف آنها نباید از ۳۵ درصـد فراتـر رود. اگـر از فـیلم PVC بـا نفوذپـذیری خـوب بـه اکسیژن جهت بسته بندی گوشت استفاده شود، نباید از نرم کننده های فسفاته یا فتالات استفاده شود و مقدار کـل نرم کننده نیز نباید از ۲۲ درصد بیشتر شود. برخی از نرم کننده ها در صورتی که بیش از ۱۵ درصد آنها در فرمول قرار گیرد، به دلیل ایجاد حالت Orientation و تشکیل نواحی بلورین باعث شکننده شدن پلیمر میشوند کـه در این حالت به آنها »مواد ضد نرم کننده« گفته می شود. بهرحال با تنظیم مقدار و سهم این نرم کننده ها می تـوان بر این مشکل غلبه نمود. از نرم کننده های داخلی پلی اتیلن وینیل اسـتات قابـل ذکـر اسـت (بـا ۴۵ درصـد وینیـل استات) در صورتی که پلیمر از نوعPVDC باشـد حـداکثر ۵ درصـد از اسـترهای سباسـیت (Sebacate)یـا سیترات و حداکثر ۱۰ درصد از سایر نرم کننده های پلیمری میتوان استفاده کرد.
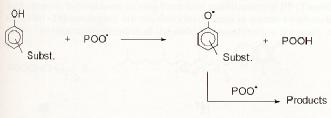
و- آنتیاکسیدانها
پلی مرها هم مانند برخی ترکیبات آلی تحت تأثیر گرما و یا نور ماوراءبنفش ۳۰۰-۴۰۰) نـانومتر) اکسـیده
شوند. نحوه اکسید شدن پلیمرها تحت تأثیر عوامل فوق به این صـورت اسـت کـه ابتـدا مـاکرو رادیکـال ( P° )
تشکیل می گردد که سپس به فرم اکسید شده الکیـل پروکسـیل (POO°) در مـی آیـد کـه ترکیـب اخیـر تولیـد
هیدروپراکسید (POOH) می کند. تجزیه POOH و تولید PO° این زنجیره را تداوم خواهد بخشید. بـا توجـه به اینکه شروع اکسیداسیون پلی مرها توسط حرارت یا نور است بنابراین آنتی اکسیدانها را هم می توان به دو دسته کلی تقسیم نمود:
-۱ آنتی اکسیدانهای زنجیره شکن که اکثرا از دسته آنتی اکسیدانهای فنلی هستند که خواص آنتیاکسیدانی بسیار خوبی دارند، هرچند ممکن است ایجاد بد رنگی کرده و یا در درجه حرارتهای بالاتر از ۱۵۰ درجه سانتیگراد از اثرشان کاسته شود. نحوه اثر آنها را میتوان در شکل ۳ مشاهده نمود.
شکل -۳ نحوه اثر انتی اکسیدانهای فنلی در پلی مرها
اخیرا از -a-DL توکوفرول نیز استفاده می گردد. در سطح تجاری نیز دی(اکتادسیل) هیدروکسیل آمـین را هـم میتوان به عنوان آنتی اکسیدان استفاده کرد.
-۲ آنتی اکسیدانهای تجزیه کننده هیدروپراکسیدکه در این حالت از موادی که میتواننـد POOH را بـه الکـل احیا نمایند، استفاده می شود. از این دسته مواد ترکیبات سولفوردار آلی و فسفری سه ظرفیتی قابل ذکر هستند. از ترکیبات سولفوردار، دی آلکیل تیودی پروپیونات و دیGاکتادسیل دی سولفید به همـراه آنتـی اکسـیدانهای فنلـی جهت ایجاد حالت پایدار در پلیمرهایی مانند PP استفاده می شوند و مقدار آنهـا بیشـتر از مقـدار ترکیبـات فنلـی است ولی در هرحال نباید از ۰/۷۵ درصد تجاوز نماید. ترکیبات سه ظرفیتی فسفری از تثبیت کننده هـایی هسـتند که به همراه آنتی اکسیدانها بکار رفته و اثر آنها را تشدید نموده و یا از آنها حفاظت می کنند. در مواردی مثلا در فرآیند PO، از احیا فنولها جلوگیری میکنند، در PET با شلات کردن یونهای فلزی (که ممکن است به دلیـل استفاده از کاتالیزوردر پلی مـر موجـود باشـند)، آن را پایـدار مـی نماینـد و در PVC، اتـم هـای کلـر را غیرفعـال می نمایند. از جمله آنها، فسفیت های خطی مانند تریس (دودسیل) فسفیت قابل نام بردن است. آنتی اکسـیدانهایی هم وجود دارند که به صورت فوتوآنتیاکسیدان عمل مینمایند ولی استفاده از آنها در پلیمرهایی که در تمـاس با موادغذایی هستند چندان زیاد نمی باشد و بیشتر در محصولاتی که توسط اشعه گاما استریل می گردند کـاربرد دارند.
ز- مواد جاذب نور ماوراءبنفش
(UV absorbers)
پلی مرهای خطی عموما قادر به جذب نور در ناحیه ماوراءبنفش نیستند که در این حالت، عبور نور و تأثیر آن بر پلی مر می تواند منجر به تجزیه پلی مر شود. کاربرد تثبیت کننده های نـوری (photostabilizers) جهـت حفاظت مواد پلاستیکی که در معرض نور مستقیم هستند، اجباری است و در حالت ایده آل لازم است که هر دو
نوع نور ماوراءبنفش A و B را جذب نماید وشامل مشتقات فنولی بنزوفنون ، اکسامید و -a سیانواکریلات و در حد ۰/۲۵ تا ۰/۵ درصد می باشند.
ح- تثبیت کننده های حرارتی (Heat stabilizers)
به طور خاص برای PVC که از ثبات خوبی در مقابل حرارت برخوردار نیست، بکـار مـی رود. از جملـه مشکلات حین شکل دهی و اکسترود کـردن PVC ، تشـکیل اسـید هیـدروکلریک اسـت کـه بـه تـدریج تولیـد پیوندهای دو گانه کربن کربن (C = C) مینماید که میتواند نور را جذب نمایـد و باعـث بـد رنگـی PVC
شود. از جمله این مواد میتوان، ترکیبات صابونی باریم، کلسیم و روی را نام برد که در حد ۱/۵ تـا ۳ درصـد در فرمول وارد میگردند.
ط- آنتی اسیدها
(Antiacids)
از اجزاء بسیار مهم که به PO ، PVC ، PA و PET اضافه میشوند، آنتی اسـیدها هسـتند کـه در حـین فرآیند باعث حفظ ویسکوزیته پلی مـر مـذاب شـده و درمحصـول نهـایی (لایـه یـا ظـرف) ثبـات حرارتـی را در درازمدت حفظ می کنند. آنتی اسیدها شامل املاح کلسیم و روی، اسیدهای ضعیف آلی (مانند اسید لاکتیک) و
یا اسیدهای ضعیف غیرآلی (اسید کربنیک)، استرهای اولئیک اسید، روغنهای اپوکسی شده سویا، آفتابگردان و بزرک می باشند. این مواد، اسیدهایی را که در حین فرآیند PO به روش زیگلر تولید می شوند خنثی می نمایند و خاصیت روانسازی نیز داشته و از تأثیر مخرب کشش به هنگام شکلدهی پلیمر میکاهند.
ی- خشک کننده ها (Dehydrating agents)
پلی اتیلن تری فتالات در حین ذوب شدن، تحت تأثیر محیط اسیدی و در حضور آب، هیدرولیز میگردد و در این شرایط لازم است میزان رطوبت در حد کمتر از ۰/۰۰۵ درصد باشد که این عمل را میتوان بـا افـزودن ۲) bis و ۶ دی، tert بوتیل فنیل کاربودی آمید) به انجام رساند.
ک- ترکیبات ضد مه
( Anti fogging agent)
حفظ شفافیت بسته خصوصا هنگامی که یک ماده غذایی حاوی رطوبت زیاد در آنها بستهبندی شده حائز اهمیت بسیاری است. با توجه به اینکه استفاده از بسته های مشبک می تواند منجر به خشـک شـدن محصـول و یـا
پژمرده شدن آن گردد، در بسته های کاملا مسدود استفاده از ترکیبات ضد مه که خاصیت فعالیت سطحی خوبی دارند مانند پلی (اکسی اتیلن) سوربیتان منو اولئات میتواند کاملا موثر باشد.
ل- رنگها
باعث ایجاد رنگ می شوند که این عمل را یا به دلیل ایجـاد توجـه بـه محصـول و یـا بـرای انجـام تـاثیری مشخص انجام می دهند. رنگ ها را می توان یا با پلی مر مخلوط نمود و یا آنکه مانند مرکب چاپ به صورت لایـه روی سطح پلیمر قرار داد. از رنگیزه های معدنی مانند دیاکسیدتیتانیوم، اکسید روی و یا کـربن سـیاه (دوده) بـه شکل موثری جهت مقابله با عبور نور از بسته استفاده می گردد. اکسیدهای رنگی آهن و رنگیزه هـای آلـی ماننـد ترکیبات آزو نیز به عنوان عوامل تولید رنگ کاربرد دارند. به منظور افزایش روشنی و جلای رنگ از ترکیبات و مواد فلورنسی که اثر روشن کنندگی بر رنگ دارند نیز استفاده مـیگـردد. ایـن ترکیبـات بـا جـذب نـور UV و
سپس بازتاب آن به رنگ های بنفش یا آبی، تاثیر رنگ را بهتر می نمایند. از جمله این مواد می تـوان بـه مشـتقات بنزو زازولها و فنیلکومارین اشاره نمود.
م- پرکننده ها و مقاوم سازها (Fillers and reinforeinog agents)
عمدتا به صـورت افزودنیهـای معـدنی پـودری شـکل هسـتند کـه از جملـه آنهـا کربنـات کلسـیم، تالـک
و سیلیکا (دیاکسید سیلیس) را میتوان نام برد. این مواد باعث افزایش جرم شده، خواص مکانیکی مثلا مقاومت به ضربه و خواص فیزیکی، مثلا مقاومت به گرما و شعله را بهبود میبخشند. از الیاف شیشه، کربن و پلیاستر هـم برای افزایش استحکام ظروف بزرگ پلیمری استفاده میگردد.
ساختار پلیمرها
ماهیت و خواص هر پلیمر تابعی از ساختمان شیمیایی، جرم و مواد بـدان افـزوده شـده مـی باشـد. زنجیـره مولکولی هر پلیمر، اسکلت اصلی آن را شکل میدهد و به سه گروه میتوان آن را تقسیم نمود.
: زنجیره هایی که صرفا از کربن شکل گرفتهاند که ممکن است در طول خود بدون جایگزین بوده (مانند پلی اتیلن) و یا دارای یک یا چند جایگزین باشند (مانند پلی وینیلها) .
: زنجیره هایی که دارای اتمهای متفاوتی مانند اکسیژن، نیتروژن، فسفر و گوگرد باشند. از این گـروه مـیتـوان پلی امیدها را نام برد.
ج: زنجیره هایی که کاملا از اتمهای متفاوتی تشکیل شدهاند و از این گروه به سیلیکونهـا مـیتـوان اشـاره کـرد.
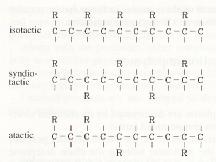
عناصــر موجــود در زنجیــره پلــیمــر و پیونــدهای کئــووالانس موجــود بــین آنهــا، در پــیش بینــی خــواص یــک ترموپلاستیک کمک بسیاری می نمایند. نیروهای بین مولکولی موجود در ترموپلاست ها میتوانند شامل نیروهای نه چندان قوی واندروالس باشد که پیوند بین کربن ها و ئیدروژن ها را می سازند و بـا افـزایش درجـه حـرارت بـه سادگی از تعداد آنها کاسته می شود. در صورتی که هترو اتم ها در مولکول وجود داشته باشـند پیونـدهای قطبـی قویتری مانند دی پل ها تشکیل میشـوند و باعـث مـی گردنـد تـا ترموپلاسـت مربوطـه قـویتر باشـد. یکـی از ایـن پیوندهای دی پل، پیوند هیدروژنه است که بین گروه های OH و NH یک زنجیره و اتـم هـای اکسـیژن زنجیـره دیگر برقرار می شود و به عنوان مثال عامل استحکام در پلی مرهایی مانند پلی آمید محسوب می شوند، هرچند کـه قابلیت نامطلوب جذب آب را نیز افزایش می دهند. از دیگر نکاتی که در این زمینه بایـد بـه آن توجـه نمـود، آن است که پلی مرهای بدون استخلاف فاقد ایزومر فضائی هستند، حال آنکه انواع استخلاف دار آنها تعـداد زیـادی ایزومر فضایی دارد. بر همین مبنا، ایزومرهای (isotactic)، ( syndiotactic ) و
V (atactic) دیده می شود. پلی استیرن که از طریق پلی مریـزه شـدن رادیکـالی بدسـت مـی آیـد، از نـوع
Hاتاکتیک می باشد یعنی گروه های فنیل متصـل بـه اتـم هـای یـک در میـان کـربن، دارای تـوزیعی تصـادفی بـوده می توانند بر روی هر دو طرف زنجیره پلی مری بنشینند. در صورتی که همین پلـیمـر بـا اسـتفاده از روش زیگلـر بدست آید دارای ساختار ایزوتاکتیک خواهد بود (شکل .(۴ در همین زمینه نظم موجود بر روی زنجیـره از نظـر نحوه قرار گرفتن گروه ها، عامل مطلوبی بشمار می اید. در عمل زنجیره دارای تعداد کم یا زیاد شاخه های جانبی
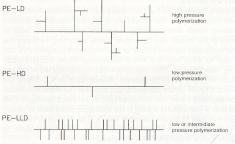
است که می تواند بدلیل نوع فرآیند انجام گرفته شده باشد و خواص پلـیمـر را تحـت تـأثیر قـرار مـیدهـد. ایـن تفاوت را در نحوه پلیمریزه شدن پلیاتیلن میتوان مشاهده نمود (شکل .(۵
شکل های ۴ و -۵ آرایش فضایی زنجیره پلی مر(راست) و نحوه انشعاب زنجیره در پلی اتیلن
وجود زنجیره های جانبی و ساختارHاتاکتیک (نامنظم)، ایجاد شبکه بلورین را در پلـی مرهـای ترموپلاسـت مختل نموده، حال آنکه ساختار ایزوتاکتیک و غیر منشعب، به تشکیل شبکه کمک مینمایـد. بـا افـزایش تبلـور، دانسیته، قدرت و استحکام افزایش یافته، هرچند از میزان شفافیت و فرآیند پذیری پلاستیک کاسته خواهـد شـد، طبیعی است با افزایش شدید در شکل گیری این شبکه، مثلا از طریق ایجاد اتصالات عرضی، امکان فرآیند پلیمر فراهم نخواهد شد و پلی مر ترموست بدست می آید که افزایش درجه حرارت برگسستن پیوندها تأثیری نداشته و در نهایت باعث نابودی پلی مر می گردد. خواص پلاسـتیک هـا تحـت تـأثیر طـول و نحـوه توزیـع زنجیـره هـا نیـز میباشد. وزن مولکولی یک پلیمر اثر محسوسی بر خواص آن دارد.
تراکم در پلیمرها
هر ترکیبی با وزن مولکولی پائین می تواند به یکی از سه حالت مایع، جامد و یا گاز بسته به درجه حرارت و فشار محیط وجود داشته باشد. انتقال از یک حالت به حالت دیگر کاملا مشخص بوده و در همین رابطـه اسـت که نقطه ذوب و نقطه جوش تعریف میگردند. در حالت جامد مولکولهای کوچک معمولا به صورت بلورهای منظم در کنار هم قرار دارند حال آنکه مولکول های بزرگ اکثرا دارای ساختار نامنظم و بـی شـکل (amorph)
هستند. یک تفاوت عمده مابین ماکرو ملکول ها و پلی مر ها ان است که پلی مر ها دارای ساختار توأم بی شـکل و بلورین می باشند. در نواحی بی شکل پلی مرها، تغییر حالت کاملا مشـخص نبـوده و در یـک دامنـه ای از درجـه
حرارت رخ میدهد. علت این امر را تحرک زنجیره پلیمری میدانند یعنی که زنجیره دارای آزادی جنبش است و برخی بخش های آن دارای چرخش می باشند هرچند که زنجیره در کل فاقـد چنـین خاصـیتی اسـت. یـک راه اندازهگیری میزان جنبش زنجیره، اندازهگیری درجه حـرارت (Tg) glass transition و نقطـه انجمـاد اسـت
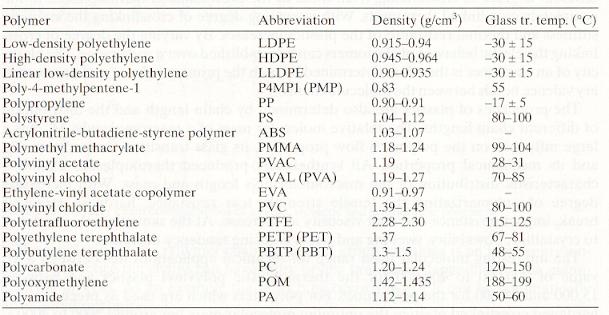
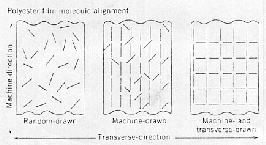
(جدول (۳ در بالاتر از این درجه حرارت زنجیره پلی مری آزادانه حرکـت نمـوده و پلـی مـر حالـت لاسـتیکی و پلاستیکی دارد. در پائین تر از این درجه حرارت، جنبش متوقف شـده و پلـی مـر حالـت شیشـه ای و سـخت پیـدا میکند. اگر یک پلی مر بی شکل (amorph) در بالاتر از Tg حرارت داده شود و سپس در معرض کشش قرار گیرد، آنگاه مولکولها خود را در جهت کشش، هماهنگ (align) مینماید. حال اگر پلیمر تا کمتر از Tg سرد شود در حالیکه همچنـان تحـت کشـش اسـت، مولکـول هـا بـه صـورت جهـت داده شـده (oriented)، تثبیـت میشوند. این جهتدهی تأثیر زیادی را بر پلیمر میگذارد و پلیمر بدین ترتیب آنیزوتروپ (anisotropic) یا چندوجهی می شود. جهت دهـی یـک طرفـه (uniaxial) یـا دو طرفـه (biaxial) کـه اکنـون در صـنعت تهیـه لایه های پلیمری مرسوم است، معمولا باعث بهبود خواص پلیمر میگردد.
جدول Tg -3 و وزن مخصوص پلی مرهای رایج در بسته بندی مواد غذایی
اگر یک مولکول پلی مر دارای ساختار منظم بقدر کافی باشد، می توان درجهای از تبلور را در آن مشـاهده نمـود که محدود به پلی مرهایی است که دارای ساختمان خطی و یا کمی شاخهدار مـیباشـند و مثـال هـا در ایـن زمینـه پلی اتیلن، پلی تترافلوئورواتیلن و رزین های استالی هستند. هرچه میزان تبلـور کمتـر باشـد، سـختی پلـی مـر کمتـر خواهد بود.
تفاوت این نوع تبلور با آنچه در قندها و نمک ها دیده می شود آن است که در قندها و امـلاح تبلـور منفرد وجود دارد حال آنکه در پلیمرها، تبلور مضاعف و چندگانه دیده مـیشـود. در تبلـور منفـرد، ذرات بلـور شروع به رشد مینمایند، حال آنکه در نوع چندگانه، خوشهای از بلورهای منفرد در کنار هم قرار گرفتهاند.
خواص فیزیکوشیمیایی پلاستیکها
خواص متعدد پلاستیکها، باعث شده تا از آنها در موارد متعدد اسـتفاده گـردد، گرچـه گـاهی ترکیبـی از خواص جذابیت آنها را جهت استفاده به عنوان پوشش افزایش میدهد.
الف- وزن مخصوص پائین
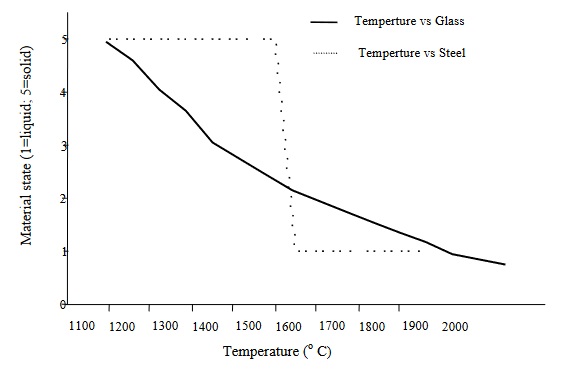
وزن مخصوص این دسته از مواد بین ۰/۹ تا ۱/۴ گرم بر سانتی متر مکعب است که اگر بـا وزن مخصـوص شیشـه
۲/۶ g/cm3 ، آلومینیوم ۲/۷ g/cm3 ، سلوفان پوشیده شده با پلی مر ۱/۵ g/cm3 و فولاد ۸ g/cm3 مقایسـه شـود، مزیـت
نسبی آن مشخص می گردد. گرچه فولاد و شیشه از نسبت ـــــــــــــــــــــ بالاتری برخوردار هسـتند، امـا بایـد
توجه نمود که در مورد شیشه برای مقابله با شکستگی، ضخامت فراتر از حد مورد نیاز باید درنظر گرفتـه شـود و قابلیت به کشش
وزن در مورد فلزات نیز همین امر برای جلوگیری از خم شدن ورق فلزی مورد ملاحظه قرار مـی گیـرد بنـا بـر ایـن بـا
توجه به وزن مخصوص پائین، اثر آنها بر وزن نهایی محصول چندان نخواهد بود.
ب: مقاومت به شکستگی
در این زمینه کاملا برتر از شیشه بوده و روز به روز جای شیشه را میگیرند.
ج: سهولت در بندی
براحتی می توان با استفاده از فرآیند حرارتی، لبه های یـک پوشـش پلاسـتیکی را بـه یکـدیگر چسـباند. از همین خاصیت است که در موارد دیگری که پوششها قابلیت بهم چسبیدن حرارتـی را ندارنـد (مـثلا در کاغـذ، سلوفان و آلومینیوم) به صورت روکش استفاده میگردد.
د: انعطافپذیری به هنگام ساخت
مواد پلاستیکی را براحتی میتوان به صورت انواع لایه ها و ظروف شکل داد.
ه: نفوذناپذیری به اکسیژن و بخار آب
بسیاری از موادغذایی نسبت به اکسیژن و بخار آب حساس هستند. مثال ها در این زمینه به ترتیب روغنهـا و محصولاتی مانند کراکر میباشند. هرچند شیشه، فولاد و ورق آلومینیـومی کـاملا بـه گازهـا و بخـار آب نفـوذ ناپذیرند، اما پلاستیکها با فاصله بسیار اندک پس از آنها قرار مـیگیرنـد. اسـتفاده از چنـدین لایـه پلـیمـری هـم میتواند این خاصیت را به شدت بهبود بخشد.
و: حفاظت در مقابل بو
با جلوگیری از عبور بو خصوصا در ضخامت هـای بـالا و لایـه دار، محصـول را از آلـوده شـدن بـه بوهـای نامطبوع حفظ میکند.
ز: چاپپذیری
گرچه مانند کاغذ نمی باشد، اما با توجه به اینکه تیمارهای اولیه کمتری در مقایسـه بـا کاغـذ نیـاز دارد در نهایت ارزانتر خواهد بود.
ح: پوششدهی بسیار خوب به لایه های فلزی
در این مورد میتوان به ورقهای آلومینیومی بسیار نازک با روکش پلاستیکی اشاره نمود.
ط: عدم تأثیر بر عطر و بو
خصوصا در مواردی که در تماس مستقیم با ماده غذایی هستند دارای اهمیت است. البته در مـواردی مـثلا
استفاده از پلیاولئوفینها (PO)، مواد معطره موجود در عصاره ها مثلا عصاره پرتقال جذب پلیمر میگردد.
ی: مقاومت به پارگی و سوراخ شدن
باعث شده است تا برتری بالایی نسبت به کاغذ، سلوفان و آلومینیـوم داشـته باشـد. ضـمن آنکـه در زمینـه مقاومت به تا خوردنهای متوالی (Flex life) هم دارای ارجحیت نسبت به آلومینیوم هستند.
ک: انعطافپذیری در درجه حرارتهای پائین
برخلاف سلوفان که در دمای کمتر از ۵ درجه سانتیگراد شکننده میشود، به سرما مقاوم است.
ل: امکان کنترل فضای بسته
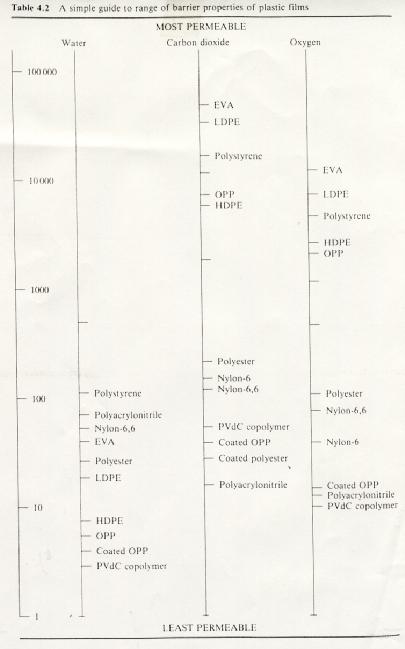
پلاستیک ها تا حدودی به گازها نفوذ پذیری دارند و همین امـر نقـش مثبتـی را در اسـتفاده از آنهـا جهـت بسته بندی برخی محصولات که دارای تنفس بالایی پس از برداشت هستند، دارد.شکل ۶ نفـوذ پـذیری/ناپـذیری تعدادی از پلی مر ها را نشان می دهد
م: امکان کنترل نور و ظاهر بسته
لایه های پلاستیکی ممکن است کاملا شفاف یا اندکی کدر باشند، اما میتوان با افزودن رنگیزه آنها را بـه صورت مات در آورد. در مواردی که نشان دادن محتوای بسته مطلوب است می توان لایه های شفاف را اسـتفاده نمود و در مواردی که محتوا به نور حساس است، با استفاده از رنگیزه مناسب میتوان مانع از عبور نور شد.
ن: (Tg) Glass transition temperature
یعنی درجه حرارتی که در آن رزین های ترموپلاست از حالت شـکننده بـه حالـت نـرم و لاسـتیکی تغییـر می کنند. پلی مرهایی که دارای Tg پائین هستند در درجه حرارتهای پائین سفت ولـی قابـل انعطـاف مـی باشـند و آنهایی که دارای Tg بالا باشند در درجه حرارت یخچال شـکننده بـوده ولـی مقاومـت بهتـری نسـبت بـه درجـه حرارتهای بالا دارند.
انواع پلاستیکها
ترموپلاست ها
الف: پلیاتیلن
پرمصرف ترین پلاستیک به شمار می اید که تولید آن در سال ۱۹۹۰ بالغ بر ۴۰ میلیون تن بوده است که از این مقدار، ۱۶ میلیون تن از نوع پلی اتیلن سـبک (LDPE)، ۸ میلیـون تـن از نـوع خطـی سـبک (LLDPE) و مابقی پلی اتیلن سنگین (HDPE) بوده اسـت. تولیـد آن از سـال ۱۹۳۶ بـا اسـتفاده از فرآینـد پلـی مریـزه کـردن
واحدهای اتیلنی در فشار بالا آغاز گردید. نوع سبک آن دارای وزن مخصوص ۰/۹۱۵ تا ۰/۹۴ گرم بر سانتی متر مکعب است. تولید HDPE از سال ۱۹۵۳ و در فشار پائین و با روشی کـه زیگلـر ابـداع نمـود یعنـی اسـتفاده از کاتالیزورهای فلزی شروع شد و دانسیته آن ۰/۹۴۵ گرم بر سانتی متر مکعب می باشد ولـی انـواع دیگـری بـا وزن مخصوص بالاتر (۰/۹۶) نیز تولید شده است. با افزودن مقادیر کمی پـروپن، -۱ بـوتن، -۱ هگـزن و یـا -۱ اکـتن
(شکل (۴ به اتیلن می توان شاخه های جانبی کوتاهی بر روی زنجیره اصـلی پلـیمـر ایجـاد نمـود. در ایـن حالـت پلی مر خطی (linear) گفته میشود زیرا فاقد شاخه های طویل جانبی است. با این وضعیت و در پلیاتـیلن بسـیار سبک (VLDPE) وزن مخصوص به ۰/۹ گرم بر سانتیمتر مکعب کاهش مییابد. گاهی به پلیاتیلن، پلیمتـیلن نیز اطلاق می گردد که نام پیشنهادی IUPAC است و شامل پلیاتیلنهایی است که به کمک دیازومتانها تولید شده اند. در این پلی مر شاخه جانبی وجود نداشته و بالاترین دانسیته را در میان انواع پلیاتیلنهـا داراسـت (۰/۹۸)
پلی اتیلن، ترموپلاستی مومی شکل است که در دمای ۸۰ تا ۱۳۰ درجه سانتیگراد نـرم شـده و از ثبـات شـیمیایی خوبی برخوردار می باشد. خواص مکانیکی آن بستگی به وزن مولکولی و تعداد شاخه های جانبی دارد و میتوان براحتی و توسط حرارت ، درزبندی نمود. از استحکام مناسبی برخوردار بوده و الاستیسیته خـوبی دارد. همچنـین مقاومت خوبی نسبت به سرما داشته و مانع خوبی در برابر بخار آب است، امـا نـوع سـبک آن مـانع خـوبی بـرای
گازها، عطر و بو و چربیها نیست. با افزایش دانسیته تمام خواص ممانعتی (barrier properties) همراه با سفتی و
استحکام آن افزایش می یابد که در واقع بدلیل تبلور بیشـتر مـی باشـد. نفوذپـذیری HDPE بـه گازهـا حـدود ۱/۵
پلی اتیلن سبک است. همزمان مقاومت به ضربه، مقاومت به شکنندگی، مقاومت در برابر سرما و بالاخره شفافیت آن کاهش خواهد یافت.
شکل ۶ نفوذ پذیری ناپذیری تعدادی از پلی مر ها
از آنجا که پلی اتیلن یکپلی مر هیدروکربنی متبلور است بنابراین در درجه حرارت اتاق هیچ نوع حلالـی قـادر بـه
حل نمودن آن نمی باشد. فرآیند پلی اتیلن معمولا در درجه حـرارت هـای ۱۵۰ تـا ۲۱۰ درجـه سـانتیگـراد انجـام می شود ولی در مواردی مانند انجام روکش بر روی کاغذ، درجه حرارت به ۳۰۰ درجه سانتی گراد نیز می رسـد.
پلی اتیلن در این درجه حرارتها و در اتمسفر خنثی، کاملا با ثبات میباشد. در ایـن شـرایط ضـروری اسـت کـه غلظت اکسیژن در حداقل مقدار ممکن باشد. ثبات شیمیایی این پلیمر قابل مقایسه با پارافین است و تحـت تـأثیر اسیدها و قلیاهای معدنی قرار نمیگیرد. اسید نیتریک آن را اکسید نموده و هالوژنها با ایجاد استخلاف بر آن اثر
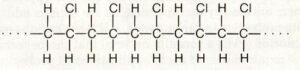
می گذارند. با کلرینه نمودن آن در حضور دیاکسید سولفور، گروه های کلر و سولفونیل کلراید به درون پلیمـر راه یافته، الاستومر تشکیل میگردد. اکسید شدن آن که میتواند منجر به بروز تغییراتی در ساختار آن گـردد، در
درجه حرارت حدود ۵۰° C نیز دیده شده ضمن آنکه این واکنش هـا تحـت تـأثیر نـور مـاوراء بـنفش در درجـه حرارت اتاق نیز ممکن است اتفاق بیفتد.
به منظور تثبیت بهتر جوهر چاپ بر روی سطح پلیاتیلن، اکسید شدن سطح ضروری است. این عمل یـا از طریق شعله و یا تیمار هالهای ( corna treatment یا (coronation انجام میشود. در حین این عمل و تحت تأثیر فرآیند اکسید شدن، بوی نامطبوعی تولید می گردد که عمدتا بـدلیل وجـود کتـون هـا و آلدئیـدها اسـت. از پلی اتیلن سبک معمولا به صورت لایه هایی با ضخامت ۱۵ تا ۲۵۰ میکرومتر استفاده مـیشـود. از کاربردهـای آن می توان تشکیل لایهایی در میان لایه های دیگر (lamination)، تهیه کیسه های مخصوص خریـد و کیسـه زبالـه اشاره کرد. پوشش جعبه های مقوایی و کاغذ با آن نه تنها مقوا و کاغذ را نسبت به رطوبت نفوذناپـذیر مـینمایـد بلکه امکان چسباندن لبه های آن با حرارت را نیز میسر مینماید. از پلیاتیلن سبک میتوان ظروف نیز تهیه نمـود.
مهمترین کاربرد پلی اتیلن سنگین، تولید ظروف به روش تزریقی است و به عنـوان مثـال مـی تـوان بـه جعبـه هـای نوشابه اشاره نمود گرچه از آن برای تهیه لایه نیز استفاده میگردد.
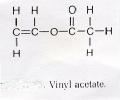
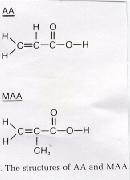
این نوع پلـی اتـیلن در مقایسـه بـا نـوع سـبک خود، مقاومت بهتری نسبت به چربی و عطر و بو دارد و بنابراین برای بستهبندی گوشـت مناسـب مـی باشـد. تهیـه کوپلی مرهای آن همراه با وینیل استات (VA)، اکریلیک اسید (AA) و متااکریلیک اسید (MAA) (شکل (۷،
قابلیت چسبندگی توسط حرارت و مقاومت لایه های بهم چسبیده نسبت به جدا شدن را افـزایش مـیدهـد ضـمن آنکه پلی مر حاصله از شفافیت و مقاومت به سرمای بهتری برخوردار خواهد شـد. اتـیلن وینیـل اسـتات (EVA)
اگر به صورت فیلمهای قابل جمع شدن (shrink films) درآید جهت بسهبندی گوشـت بسـیار مناسـب اسـت زیرا نفوذپذیری خوبی نسبت به گاز دارد و باعث تخریب میوگلوبین و اکسی میوگلـوبین و تبـدیل آنهـا بـه مـت میوگلوبین نخواهد شد.
شکل -۷ کوپلیمرهای وینیل استات (VA)، اکریلیک اسید (AA) و متااکریلیک اسید (MAA)
شکل -۹یونومر سدیم
EVA از آنجا که دارای هر دو خاصیت قطبی و غیرقطبی به صورت همزمان است، مـیتوانـد در مـواردی کـه یک رزین قطبی مانند پلی امید با یک رزین غیر قطبی مانند پلیاتیلن توسط extruder به صورت فیلم چند لایه در می آیند، به عنوان لایه میانی عمل نموده و دو لایه را به هم متصل نماید. پلیاتیلن اگـر دارای ۵ تـا ۱۵ درصـد
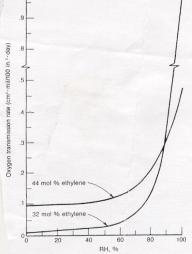
AA و MAA باشد چسبندگی بسیار خوبی به ورق های بسـیار نـازک آلومینیـومی پیـدا خواهـد نمـود و دارای شفافیت و استحکام بهتری در مقایسه با پلی اتیلن سبک است. از دیگر کوپلیمرهای اتیلن، میتوان به اتیلن وینیل الکل (EVOH) اشاره نمود. در ابتدا از طریق سنتز EVA که در آن مقادیر زیادی VA مصرف میشود، تولید می گردد، سپس EVA حاصله با متانول و کاتالیزور مناسب ترکیب شده تا EVOH بدست آید. میزان اتیلن در آن بین ۳۰ تا ۴۵ درصد متغیر است و خواص ممانعتی آن منحصر به فرد می باشد و با توجه به اینکه نفوذناپـذیری بالایی نسبت به اکسیژن دارد، از آن در تهیه فیلم های چند لایه استفاده میگردد. این پلیمر در رطوبتهای تا ۶۰
درصد نفوذناپذیری خوبی نسبت به اکسیژن دارد ولی پس از آن این خاصیت به شدت کاهش می یابد. همچنـین با افزایش میزان اتیلن در پلیمر، نفوذناپذیری کم میگردد (شکل.(۸
EVOH علیرغم تمام مزایا، گران قیمت می باشد و بنابراین صرفا در مواردی کـه نیـاز بـه لایـه هـایی بـا نفوذناپذیری بسیار بالا باشد از آن بهره گرفته میشود.
شکل-۸ تاثیر مقدار اتیلن در EVOH بر نفوذ پذیری آن به اکسیژن
در رطوبت های نسبی متفاوت از دیگر کوپلی مرهای PE، یونومرهـا (Ionomers) را مـی تـوان نام برد.این دسته از مواد که پلی مرهـایی بـا گروه هـای کربوکسـیل یـونیزه شـده هسـتند (مـثلادر (EMAA، در صورتیکه با ترکیباتی از منیزیوم، روی، کلسیم و یا سدیم (مثلا استات منیزیم) ترکیب شوند، اتم هیدروژن عامل کربوکسیل با عنصر فلزی جایگزین میگردد (شکل.(۹
شکل -۹یونومر سدیم
بـه این ترتیـب پل یمـری بدست مـی آید کـه از سفتی خـوبی برخ وردار بـوده، در درجه حـرارت های بالا انعطاف پذیری خوبی دارد و خاصیت چسبندگی پلی مر را تحت تاثیر حرارت به شدت بهبود میبخشد و به همین دلیل در تشکیل لایه ها از آن به عنوان چسب استفاده میگردد و به مرور زمان ضمن حفـظ لایـه هـا کنـار هـم، از پوسته پوسته شدن آنها جلوگیری می نماید. یونومر اگر بـه صـورت لایـه تولیـد شـود (بـا نـام تجـاری (surlyn،
نفوذپذیری بالایی به رطوبت دارد (تبلور کم) هرچند که مقاومت آن نسبت بـه روغـن هـا و چربیهـا بسـیار عـالی است. حداکثر مقدار روی مصرفی ۳/۵ درصـد اسـت و در صـورتیکه همـراه بـا اتـیلن، پـروپیلن و بـوتیلن باشـد، میتوان از آن مستقیما در تماس با موادغذایی استفاده کرد.
ب: پلیپروپیلن (PP)
با تولید ۲۱ میلیون تن از آن در سال ۱۹۸۶، سومین پلاستیک تولیـدی در جهـان پـس ازپلـی اتـیلن و پلـی وینیل کلراید بوده است پلی پروپیلن از یک زنجیره خطی هیدروکربوری ساخته شده و بنابراین خواص آن کاملا
شبیه به پلیاتیلن است
شکل -۱۰ پروپیلن و پلی پروپیلن
معمولا فرم ایزوتاکتیک آن تولید می گردد (شکل (۱۰ که خواص جالبی را نیـز بـدنبال دارد. در صـورتی
که PP به صورت هموپلیمر باشد از سبکترین پلیمرها خواهد بود و وزن مخصوص آن بین ۰/۹ تا ۰/۹۱ گـرم
بر سانتی متر مکعب می باشد. نقطه ذوب نوع خالص آن ۱۷۶ درجه سانتیگـراد ولـی محصـول تجـارتی در دامنـه
۱۶۰ تا ۱۷۰ درجه سانتی گراد ذوب می شود که از درجه حرارت حدود ۱۴۰ درجه سانتی گراد آغـاز مـی شـود و
بسیار بالاتر از نقطه ذوب پلیاتیلن میباشد. ثبات شیمیایی آن شبیه به پلیاتیلن سنگین بوده و در درجه حرارتهای
بالا در هیدروکربورهای کلرینه حل می شود. به دلیل وجود اتم های کربن نوع سوم (CH3) بی اثر بودن شیمیایی آن کمتر از سایر پلیمرها بوده و در این زمینه حساسترین پلیمر نسبت به اکسید شدن میباشد و بنابراین افزودن
آنتی اکسیدان به آن ضروری است. این پلی مر مقاومت خوبی به بخار آب و چربی دارد ولی از آنجا که لایه های آن مقاومت خوبی به سرما ندارند، از آنها کمتر جهت بسته بندی موادغذایی که باید در یخچال نگهداری شـوند استفاده می گردد.
در اینگونه موارد آنها را همراه با لایه های اتیلن تولید می نمایند تـا ضـمن افـزایش مقاومـت بـه سرما، مقاومت لایه خصوصا در محل لبه های بهم چسبیده توسط حرارت افزایش یابد. پلیپـروپلین مـاده مناسـبی بطری میشوند استفاده نمود. پلیپروپیلن را میتوان از دو جهت کشید (biaxially orientation) که در این حالت خواص آن بهبود می یابد.
البته این عمل با اشکالی هم روبرو است و آن عدم اتصال مناسب لبـه هـای فـیلم جهت داده شده توسط حرارت می باشد که برای رفع آن، فـیلم جهـت داده شـده بـا یـک لایـه مناسـب روکـش می شود. با استفاده از لایه PP در وسط و دو لایه مقاوم به حرارت در دو طرف و سپس کشیدن آنها میتـوان بـه لایه ای که خاصیت چسبندگی حرارتی خوبی دارد حتی در ضخامت ۱ میکرومتر دسـت یافـت.
در صـورتی کـه هدف استفاده از PP در غذاهای حساس باشد، می توان آن را با پلـی وینیلیـدن کلرایـد و یـا پلـی وینیـل اسـتات، EVA ، LDPE و … پوشش داد. پلیمرهای ترکیبی اخیر توانستهاند در سالهای اخیر به خوبی جای سلوفان را در بازار پر کنند. یکی از خواص بسیار جالب این پلیمر آن است که صفحات نـازک آن مقاومـت خـوبی بـه تـا شدنهای مکرر دارد و بنابراین میتوان از آن دربهایی ساخت که حالت مفصلی و لولایی دارند. (شکل .(۱۲
شکل -۱۲ در لولایی مخصوص شربت شکلاتی
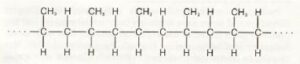
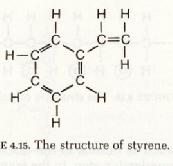
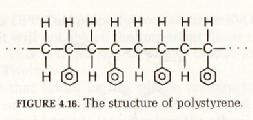
ح: پلیاستیرن (PS)
از پلی مریزه کردن واحدهای استیرن بدسـت مـی آیـد (شـکل۱۳ الـف و ب) و زنجیـره پلـی مـری بـا وزن مولکولی بین ۴۰۰۰ تا ۲۲۰۰۰۰ بدست می آید و می توان آن را در درجه حرارت ۱۵۰ تا ۳۰۰ درجه سـانتی گـراد فرآیند و شکل دهی نمود. محصولات حاصل از آن سخت، شفاف و بـراق بـوده و بـه بسـیاری از مـواد شـیمیایی مقاوم می باشند.
مشکل عمده این پلی مر، شکننده بودن آن است. از آنجـا کـه نفوذپـذیری آن بـه گـاز و بخارهـا بسیار زیاد است، از آن عمدتا برای بستهبندی محصولاتی که عمر نگهداری کوتاهی آن هم در یخچال داشـته، و چربی ناچیزی دارند، استفاده می شود. در این زمینه می توان به محصولاتی مانند ماست، بستنی، پنیر، خامه و قارچ اشاره نمود. پلیاستیرن مقدار ناچیزی از رطوبت را جذب مینماید اما تحمل آب جوش را ندارد و نرم میگردد.
شکل ۱۳ (ب) پلی استیرن
شکل ۱۳ (الف) منومر استیرن
همچنین می توان از آن برای جداسازی میوه های تازه، تخم مرغ و برخی انواع شیرینی ها استفاده کـرد. در سالهای اخیر، این پلی مر به دلیل قیمت بالاتر از PP جای خود را در مواردی به PP داده اسـت. نقطـه ذوب ایـن پلی مر حدود ۸۸ درجه سانتی گراد است.
از آنجا که دارای شفافیت خوبی است از آن میتوان به عنوان پنجره در جعبه ها (مثلا محصولات (Pasta استفاده کرد (شکل .(۱۴
شکل -۱۴ پنجره شفاف از جنس PSجهت نمایش محتوای بسته لازانیا
لایه های PS ، نفوذناپذیری ناچیزی به رطوبت و گازها دارند. کوپلیمریزه کردن آن با بوتادیان، مقاومت آن را به ضربه افزایش میدهد و تولید محصولی را مینماید که اصطلاحا پلیاستیرن مقاوم به ضربه ( High Impact (Poly Styrene, HIPS میگویند. پلیاستیرن در هیدروکربورهای هالوژنه، اترهـا، اسـترها و کتـون هـا حـل می شود ولی نسبت به محلول نمکها، بازها و محلولهای رقیق اسیدی مقاومت از خود نشان میدهد.
در حضـور اکسیژن و تحت تاثیر نور UV، به رنگ زرد در آمده و شکننده می گردد. امـروزه از آن بـه شـکل گسـترده ایـی برای تهیه لیوان های شرب مایعات و ظروف یکبار مصرف استفاده میگـردد. یکـی دیگـر از کـوپلیمرهـای آن، استیرن- اکریلونیتریل (SAN) است که خواص بهتری در رابطه با مقاومت بـه روغـن هـا و چربیهـا و عطـر و بـو نسبت به PS دارد. یکی از کوپلی مرهای آن که توجه زیـادی را بـه خـود جلـب نمـود ترکیـب اکریلونیتریـل بوتادی ان استیرن (ABS) است که نسبت به بسیاری از مواد شیمیایی مقاوم بوده، مقاومت بسیار خوبی نسـبت به سرما دارد و بالاخره با افزودن حدود ۶ درصد هیدروکربورهای با وزن مولکـولی کـم، بـرای مثـال پنتـان و یـا هگزان می توان آن را به صورت کف مانند در آورد.
این ساختار کف آلود ولی محکم کـه بـه آن »پلـی اسـتیرن گسـترش یافتـه(extended polystyrene, EPS) « گفتـه مـیشـود دارای دانسـیته پـائینی بـوده و از آن در بستهبندی تخم مرغ (شکل (۱۵ و ظروف مخصوص گوشت قرمز و یا سفید استفاده میگردد.
شکل -۱۵ شانه تخم مرغ از جنس EPS
EPS نفوذناپذیری بسیار ناچیزی به گازها دارد و در صورتی که بسته نیاز بـه محافظـت در مقابـل گازهـا داشـته باشد، استفاده از یک لایه مناسب ضروری است.
د: پلیوینیل کلراید
(PVC)
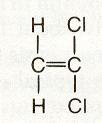
توانایی وینیل کلراید در تشکیل یک پلی مر از حدود ۱۵۰ سال قبل شناخته شد. پلـی مریـزه کـردن وینیـل
کلراید (شکل (۱۶ در درجه حرارت های ۴۰-۸۰° C انجام گرفته و منومرهای وینیـل کلرایـد کـه ماننـد اتـیلن و
آن با پلی اتیلن برابری می نمود، اما از این سال به بعد، به دلیل اثرات سوء آن بر سلامتی افـراد کـاهش محسوسـی در تولید آن ایجاد شده زیرا میزان مجاز منومر وینیل کلراید باقیمانده در پلی مر که عامل خطرناک به حساب می آید به کمتر از ۱ پی پی ام در حال حاضر رسیده است و کاهش بیشتر تولید این پلیمر در دستور کار قـرار دارد و اکنون پلیپروپیلن جایگزین شده است.
شکل -۱۶ وینیل کلراید و پلی وینیل کلراید
PVC نسبت به ترکیبات غیرقطبی و شدیدا قطبی مقاوم است، اما در ترکیباتی که دارای قطبیـت متوسـط هسـتند مانند سایکلوهگزان، دی متیل فرمالدئید، استون و … متورم شده و سپس حل می شود کـه مـی توانـد ناشـی از تـا حدودی قطبی بودن این پلی مر باشد. از آنجا که حالت شکننده دارد، از نـرم کننـده هـا (plastieizers) در آن استفاده می گردد. این مواد هنگامی که با پلیمر مخلوط شوند به خوبی بین زنجیره ها قرار میگیرند و فاصـله بـین آنها را افزایش می دهند. بدین ترتیب نیروی بین مولکولی کاهش یافته و مولکولها براحتی روی هم می لغزنـد. از معایب این پلی مر می توان به وزن مخصوص بالا اشاره نمود (بـدلیل وجـود یـون کلـر در ترکیـب) و بنـابراین در مقایسه با PE و PP، وزن بیشتری از پلی مر به ازای سطح برابر مصرف میگـردد. همچنـین بـه مـرور زمـان، نـرم کننده ها تبخیر شده و بنابراین شکنندگی افزایش مییابد. در اثر سوختن، تولید اسید کلریدریک نموده و امکـان انتقال و مهاجرت منومرهای آن همراه با نرم کننده ها به داخل موادغـذایی وجـود دارد. مزیـت نسـبی آن، قیمـت ارزان آن میباشد.
ه: پلیوینیلیدن کلراید
(PVDC)
از پلی مریزه نمودن وینیلیدن کلراید (شکل (۱۷ همراه با منومرهای وینیل کلرایـد بدسـت مـی آیـد. دارای صورت لایه های نازک و آن هم در لایهگذاری (lamination) استفاده میگردد و به عنـوان روکـش بـر روی کاغذ سلوفان و OPP کـاربرد فـراوان دارد و در ضـخامت هـای ۲۵ تـا ۷۵ میکرومتـر اسـتفاده مـی شـود. سـاران (saran) یکی از محصولات تجاری و مشهور این پلی مر اسـت کـه از کـوپلی مریـزه کـردن PVDC و PVC بدست می آید و کاملا شفاف، نرم و قوی و با خواص ممانعتی بسیار خوب است و خاصیت cling (خود چسبی لبه ها بدون استفاده از حرارت) را به خوبی داراست.
شکل -۱۷ وینیلیدن کلراید
و: پلیاسترها
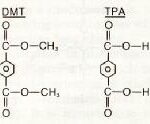
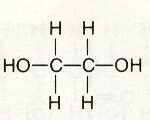
از پلی مرهایی است که به روش کندانس تولید میگردد. از معروفترین انواع این دسته میتوان به پلیاتیلن تری فتالات (PET) و پلی بوتیلن تری فتالات (PBT) اشاره نمود. تولید آن در سال ۱۹۹۷ به جز آنچه در مـورد الیاف بکار رفته، حدود ۴ میلیون تن بوده است. از ترکیبات متعددی همچون تریفتالیک اسید، ایزوفتالیک اسید، ادیپیک اسید، سباسیک اسید، اتیلن گلیکول، بوتان دیGال، تری فتالیـک اسـید متیـل اسـتر و … جهـت سـاخت ظروف و لایه های در تماس با موادغذایی میتوان استفاده نمود. پلیاسترها ترکیبـاتی خطـی و اشـباع هسـتند کـه معمولا از طریق پیوند بین اتیلن گلیکول و دی متیل تری فتالات (DMT) و یا تری فتالیک اسید (TPA) (شکل (۱۸ بدست می آیند.
این ترموپلاست حتی در درجه حرارتهای پائین نسـبت بـه ضـربه مقـاوم بـوده و سـطح آن نسبت به فرسایش کاملا مقاوم است. خواص ممانعتی خوبی را نسبت به گازها، عطر و طعم و چربـی دارد و تنهـا نقطه ضعف آن، عبور بخار آب هرچند به مقدار بسیار ناچیز می باشد. پلی استر را همانند پروپیلن مـی تـوان از دو جهت کشید (biaxially orientation) که در این حالت شفافیت و استحکام آن زیادتر خواهد شـد ( شـکل .(۱۹
شکل -۱۸ اتیلن گلیکول، دی متیل تری فتالات (DMT) و تری فتالیک اسید (TPA)
لایه هایی با ضخامت ۱۲ میکرومتر که بوسیله جهت دادن (orientation) بدست آمدهاند به وفور در میان سـایر لایه ها جهت افزایش خواص ممانعتی بکار می رود. در صورتیکه ظـروف مقـوایی بـا لایـه ای از PET یـا PBT
پوشش داده شود می توان از آن حتی در فرهای معمولی با درجه حرارت ۲۲۰ درجه سانتیگراد نیز استفاده نمود.
بیشترین کاربرد این پلیمر در صنایع بستهبندی موادغذایی اکنون ساخت بطریهای نوشابه میباشد.
شکل -۱۹ تاثیر “جهت دهی دو طرفه بر ساختار درونی پلی مر(پلی استر)
ز: پلی امیدها
(PA)
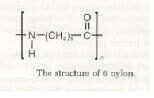
واژه ایی است که برای آن دسته از رزین ها که از طریق پلیمریزه کردن کندانسی یک اسید آلـی بـا یـک آمین تهیه می شوند، بکار می رود و با نام تجاری نـایلون (nylon) از شـهرت بسـیاری برخـوردار هسـتند. تعـداد اتم های کربن موجود در منومرهای آن، بصورت یک کد برای تشخیص پلی آمیدها از یکدیگر بکار می رود. در صورتی که تهیه نایلون صرفا از طریق پلیمریزه نمودن کاپرولاکتام انجام شود، نایلون تولیـدی از نـوع ۶ خواهـد نایلون۶و۶ به پلی آمیدی اطلاق می گردد که از ترکیب آدیپیک اسید و هگزامتیلن دی آمین که هـر یـک دارای ۶ اتم کربن هستند بوجود آمده است.(شکل .(۲۱
شکل -۲۰ کاپرولاکتامهگزامتیلن دی آمین آدیپیک اسیدشکل -۲۱ نایلون ۶و۶ و اجزای ان
این پلی مر از آنجا که در ساختار خود دارای گروه CONH است، بنابراین در بین ملکولهای بزرگ آن که در کنار هم قرار دارند، پیوندهای هیدروژنه تشکیل میگردد و در نتیجه PA پلیمری سخت، مقاوم به حرارت و تـا حدودی متبلور است. قابلیت جذب آب آن نسبتا خوب است و به دنبال این عمل پلیمر تا حـدودی نـرم خواهـد شد. هرچند خواص ممانعتی خوبی در مقابل گازها و عطر و بو دارد، اما نفوذناپـذیری آن در مقابـل آب و بخـار آن چندان زیاد نمی باشد. این پلی مر را نیز میتوان به صورت »جهـت داده شـده« تهیـه نمـود کـه باعـث افـزایش خواص مکانیکی و نفوذناپذیری خواهد شد. بدلیل نفوذپذیری نسبتا خوب بـه رطوبـت و بخـار آب، از آن بـرای پوشش خمیر فرآورده های گوشتی (farsh) و تهیه فراورده هایی چون سوسیس میتوان استفاده نمـود. بیشـترین کاربرد را در صنایع بسته بندی موادغذایی در فیلم های چند لایه دارد. همچنین در فراورده هـایی کـه بایـد تحـت خلاء یا گاز خنثی نگهداری شوند، مانند قهوه و شیر خشک، میتوان از این پلیمر همراه با لایه PE (به صـورت کوپلی مر) استفاده نمود. در بسته هایی که تحت عنوان «bag-in-a-box» بـه بـازار عرضـه مـیشـوند (مـثلا آب میوه ها) کیسه داخلی از جنس پلی امید همراه با لایه های دیگر است.
ح:ت (PC)
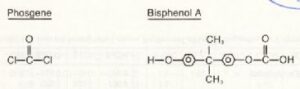
از پلی مرهای گران قیمت است که از ترکیب فسژن (phosgene) و بیسفنل (bisphenol) (شـکل (۲۲
بدست می آید و از استحکام و مقاومت بسیار بالایی برخوردار است. درجه حرارت تا ۱۳۵ درجه سانتی گـراد را به خوبی تحمل می نماید. پلی کربنات از پلیمرهای بیشکل (amorph) است و بنابراین نیازی بـه »جهـتدهـی« ندارد. در مقایسه با سایر پلیمرها نفوذپذیری آن به گازها و رطوبت بالا میباشد و بنابراین باید با سایر پلیمرها به صورت چند لایه کنار هم، استفاده شود. نسبت به موادغذایی، کاملا بیاثر است و ظـروف سـاخته شـده از آن را میتوان حتی استریل نمود.
شکل -۲۲ فسژن و بیسفنل A
ط: سایر ترموپلاستها:
این دسته شامل پلی متیل متـا اکریـل (PMMA)، پلـی اکسـید متـیلن (POM)، پلـی سـولفون (PSU)،
پلی اترسولفون (PES)، پلی تترافلورواتیلن (PTFE) هستند که اکثرا از قیمت بالایی برخوردار بوده و در مقایسه با سایر پلیمرها کاربرد کمتری در صنایع بستهبندی موادغذایی دارند.
ترموستها
از این دسته رزین های فنلی((PF، رزین های اوره-فرماکوئید (UF)، رزین های ملامین-فرمالدئید((MF،
رزین های اپوکسی (EP) را میتوان نام برد که در میان آنها PF و EP جهت پوشش سطوح داخلی قـوطی هـای فلزی کاربرد دارند.
پلیمرهای طبیعی
الف: سلوفان
اولین لایه پلی مری طبیعی است که جهت پوشش موادغذایی بکار گرفتـه شـد و همانگونـه کـه از نـام آن پیداست از سلولز تهیه می شود. مواد اولیه این پلی مر که عمد۲تا چوب اسـت بـا اسـتفاده از هیدروکسـید سـدیم و دیسولفید کربن، تبدیل به سدیم ـ سلولز ـ زانتوژنات((sodium-cellulose-xanthogenate میشـود کـه به آن ویسکوز نیز میگویند زیرا که دارای ویسکوزیته بالایی است. ویسکوز سپس با فشار بالا از یک نازل عبور نموده وارد حمام اسید سولفوریک می گردد، و در آنجا به صورت توده و لخته در می آید. بـرای آنکـه لبـه هـای لایه حاصل از این لخته را بتوان با حرارت به هم چسباند، بر روی آن روکش قرار می گیـرد. امـروزه سـلوفان بـر حسب نوع فرآیند انجام گرفته بر روی آن به چند دسته تقسیم میشـود کـه هریـک دارای علامـت خـاص خـود هستند: بدون روکـش (P)، دارای روکـش نیتـرو((M، دارای روکـش بـا (X) PVDC، قابـل چسـبیدن توسـط حرارت (S)، قابل تازدن و پیچیدن (F) و بالاخره نفوذپذیر به بخار آب .(D) ظاهر شفاف، درخشان و مقـاوم بـه پارگی آن جذابیت خاصی دارد، هرچند که نفوذپذیری زیاد آن به رطوبت و بخار آب یک مشکل عمده اسـت.
در محصولات نانوایی، نوع P آن استفاده می گردد. زیرا نفوذپذیری خوبی به رطوبت داشته مانع کنـدانس شـدن رطوبت بر روی محصولات و در نتیجه کپک زدن آنها می گردد. نوع X تقریبا غیرقابل نفوذ است و از آن بـرای بسته بندی ادویه جات، روغن ها، آجیل ها و … استفاده میگردد. امروزه این لایه تا حد وسیعی و به دلایل عمـدتا
اقتصادی جای خود را به سایر پلیمرها داده است.
ب: پلیمرهای بیعی قابل تجزیه
از جمله این پلی مرها، به نشاسته می توان اشاره کرد. خواص متفاوت نشاسته تحـت تـأثیر نسـبت آمیلـوز و آمیلوپکتین آن است. پلی مر نشاسته را می توان همراه با پلی مرهای سـنتزی از قبیـل PE مـورد اسـتفاده قـرار داد.
نشاسته را میتوان نوعی ترموپلاست در نظر گرفت که آب موجود در آن همچون یک نرم کننده عمل مینماید.
ژلاتین و سایر پروتئین ها را نیز از همین دسته میتوان به شمار آورد. ترکیب دیگری نیز به نـام پلـیکـاپرولاکتون
(PCL) وجود دارد که از دسته مواد سنتزی است که از محصولات پتروشیمی جـدا مـی گـردد امـا بـه صـورت طبیعی قابل تجزیه است. به هرحال باید توجه داشت که گرچه این پلی مرها در طبیعت تجزیه میشوند امـا همـین خاصیت باعث میشود تا نسبت به موادغذایی، بیاثر نباشند. در این زمینه میتوان با انجام تیمارهای سطحی، عدم واکنش با موادغذایی را بهبود بخشید ار چند امکان تجزیه شدن آنها به شدت کاهش خواهد یافت.
ج: پلیمرهای طبیعی حاصل از میکروارگانیزمها
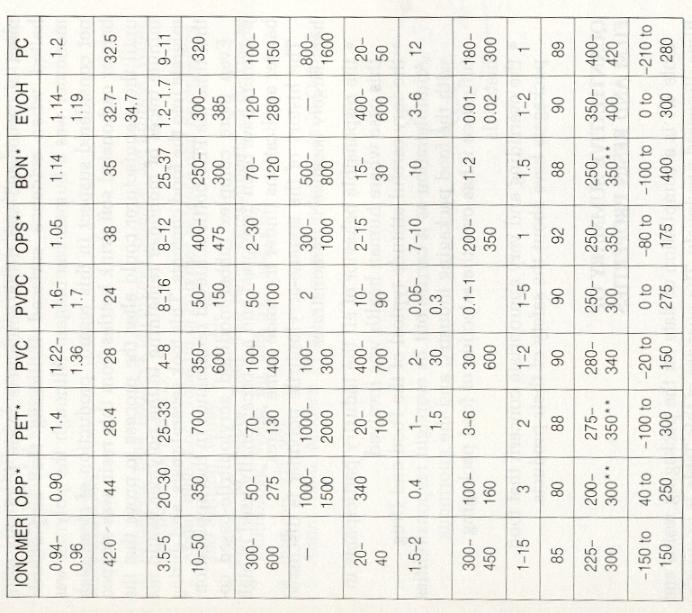
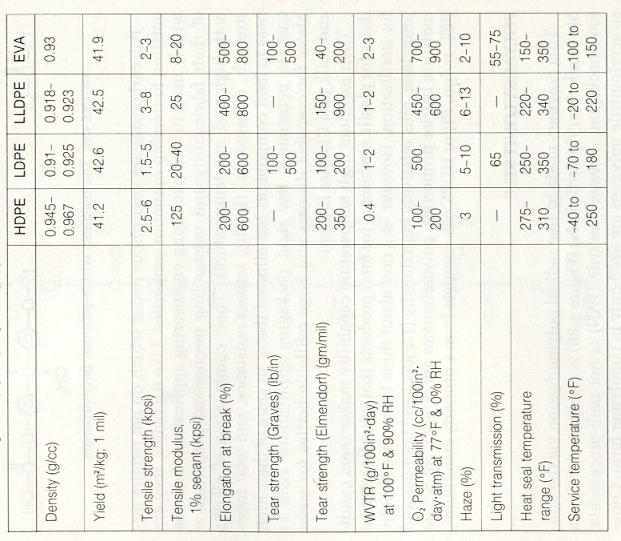
میکروارگانیزمهای پروکاریوتیک با استفاده از منابع کربن تولید پلی هیدروکسی الکانیت میکنند که یک ماده ذخیره ای برای سلول میکروبی بوده و میتواند تا ۹۰ درصد وزن سلول خشک را شامل شود. مهمترین مـاده از این گروه پلی هیدروکسی بوتیریک اسید (PHB)که توسط باکتری های جنس الکالیژن و سودوموناس تولیـد می گردد. کوپلی مر PHB ، پلی هیدروکسی والرات (PHV) است که در تجارت تحت نـام «biopol» عرضـه می شوند و می توان توسط اکسترودر آن را شکل داد. جدول ۴ خصوصیات تعدادی از فیلمهای پلیمـری را نشـان میدهد.
ضخامت در لایه های پلیمری
بیش از نیمی از پلاستیکهای ترموپلاست تولید شده در جهان به صورت لایه های نازک ۴۵) درصد) و یا صفحات ۵) درصد) در می اید. هرگاه ضخامت پلیمر از ۱۵ میل (mil) که برابر با ۰/۰۱۵ اینچ است کمتر باشد، پلی مر را لایه یا فیلم و اگر ضخامت فراتر از ۱۵ میل باشـد، آن را صـفحه (sheet) مـینامنـد. معمـولا ضـخامت صفحات را بر حسب میل بیان کرده حال آنکه ضخامت لایه (film) بر حسـب gauge اعـلام مـیگـردد. یـک gauge برابر با ۰/۰۰۰۰۱ اینچ است و بنابراین هر (ga) gauge 100 برابر با ۱ میل و یا ۰/۰۰۱ اینچ خواهد بـود.
در سیستم متریک صفحات بر حسب میلیمتر و لایه ها بر حسب میکرون تعیین ضخامت میگـردد. در ایـن حالـت هر یک میل برابر با ۲۵ میکرون خواهد بود. ۱) میکرون برابر با ۱۰-۶ متر است).
شکلدهی پلیمرها
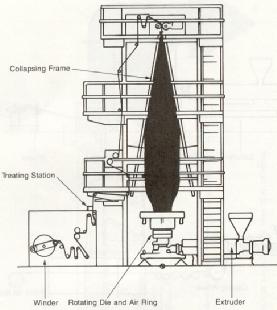
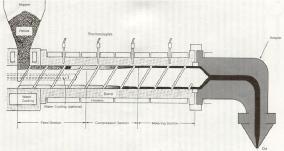
پلی مرها را اصولا به دو صورت لایه (یا صفحه) و ظروف میتوان شکلدهـی نمـود. بـرای تولیـد لایـه یـا صفحه از اکسترودر استفاده می شود. این وسیله شامل یک میله حلزونـی شـکل اسـت کـه در درون یـک بخـش استوانه ای شکل حرکت دورانی دارد و با مخلوط نمودن و فشار باعث ذوب شدن پلیمر میگردد. پلیمر مـذاب سپس با فشار از قالب (die) خارج می گردد (شکل (۲۳ که می توان آن را به همان شکل استفاده نمود یا آنکه از یک یا دو جهت تحت کشش (orientation) قرار داد. کشش ممکن است در حـد ۲X تـا ۸۰X باشـد. قالـب اکسترودر می تواند بصورت حلقوی یا مسطح باشد. در قالب های مسطح یا تیغـه ایـی برحسـب عـرض مـورد نیـاز پلی مر مذاب به صورت لایه در می آید و همزمان می توان عمل coronation را هم بر روی پلی مر انجام داد تا آماده چاپ شود. از قالب های حلقوی بیشتر برای مواقعی که لایه های پلیمری با عرض زیاد لازم هستند اسـتفاده می گردد. در این حالت قالب، استوانه ایی از پلی مر مذاب را به کمـک اکسـترودر و جریـان هـوا بـه شـکل یـک حباب بزرگ تولید می کند. این حباب از طول توسط فشار هوا و از طرفین توسـط غلطـک هـای کنـاری کشـیده می شود تا بدین ترتیب از ضخامت آن کاسته شود (شکل .(۲۴ در این حالت می توان بـه»جهـت دهـی« معـادل بـا
۸۰X دست پیدا نمود. این روش برای تهیه کیسه نیز بسیار مناسب است. به هر روی از آنجا کـه بـه احتمـال زیـاد ضخامت در همه قسمتها یکسان نیست، بنابراین کل این سیستم به صورت منظم بدور خود گردش مینمایـد تـا
بدین ترتیب هر نوع تفاوت ضخامت به صورت یکسان بر روی غلطک جمعکننده، ظاهر شود. سطح لایه های
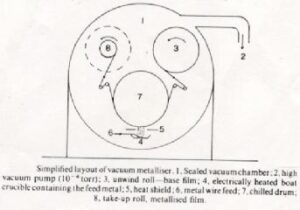
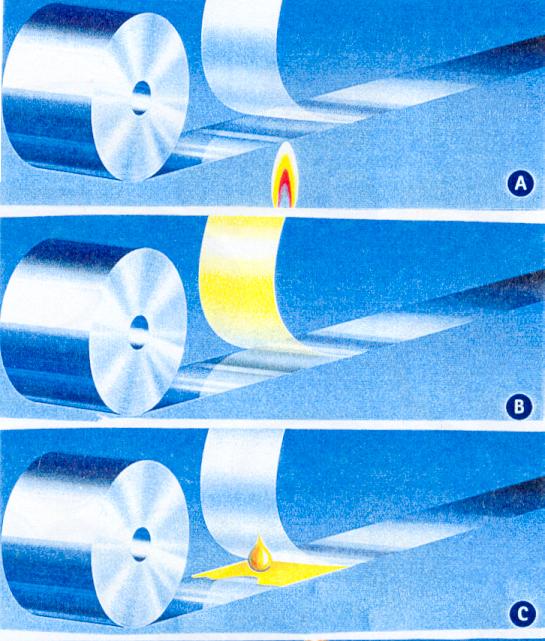
تولید شده را می توان به طرق مختلف تیمار نمود. از جمله این روشـها، اکسـید کـردن سـطح اسـت که یا با استفاده از جرقه الکتریکی و یا شعله انجام می شود. متالیزه کردن سطح در خلا نیز از دیگـر روشهای معمول است که میتواند خواص ممانعتی را بهبود محسوسی بخشد.
جدول ۴ – خصوصیات تعدادی از فیلم های پلاستیکیجدول ۴ – خصوصیات تعدادی از فیلم های پلاستیکی
شکل های۲۳ (راست) و ۲۴ (چپ) – اکسترودرهای دارای قالب مسطح و قالب حلقوی معمولا در یک محفظه که خلا در آن ایجاد شده، لایه را در مجاور بخار آلومینیوم قرار می دهند بطوری که لایه
نازکی از آن بر روی سطح لایه پلی مری خواهد نشست.
(شکل (۲۵ این نوع لایه ها (Metallized)
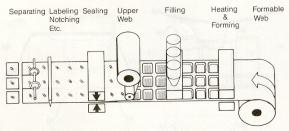
صرف از نظر درخشندگی و سطح براق، از عبور نور نیز جلوگیری می نمایند. لایه های ضخیم یا صفحات را به کمک حـرارت می توان به شکل دلخواه در آورد. در این حالت ابتدا صفحات گرم شده و سپس با فشار به درون یک قالب سـرد رانده می گردد. جهت اعمال فشار می توان از فشار هوا، نیروی خـلاء (فشـار معکـوس) و یـا سـمبه اسـتفاده کـرد
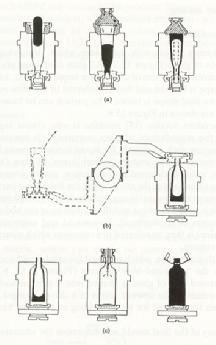
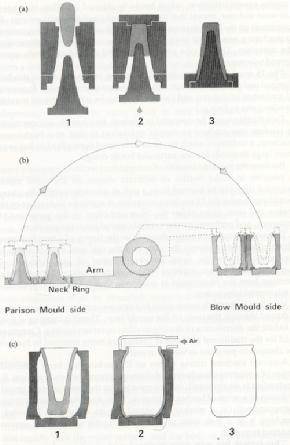
(شکل .(۲۶ از این روش میتوان روی خط تولید و کمی قبل از دستگاه پرکن نیز استفاده نمود (شکل .(۲۷(شکل .(۲۶ از این روش میتوان روی خط تولید و کمی قبل از دستگاه پرکن نیز استفاده نمود (شکل .(۲۷شکل ۲۵ متالیزه کردن ورق خلا
همانگونه که ذکر شد، پلی مرها (که عمدتا به صورت گرانـول یـا پـودر هسـتند) را مـی تـوان بـه صـورت ظروف نیز درآورد. در این زمینه از دو روش قالب گیری تزریقی و یا قالب گیـری بـه کمـک فشـار هـوا اسـتفاده می گردد. در روش اول (شکل (۲۸ اکسترودر، پلی مر مذاب را به درون یک قالب سرد که دقیقا به شـکل ظـرف مورد نظر است تزریق می نماید. در روش دوم که بسیار شبیه به تهیـه ظـروف شیشـه ای دهانـه تنـگ اسـت، ابتـدا توسط روش تزریقی یک شکل اولیه (شکل (۲۹ از ظرف موردنظر (Parison) تولید می شـود و سـپس پـس از گرم شدن به درون یک قالب فرستاده میگردد و در آنجا با فشار هوا شکل نهایی را به خود میگیرد. (شکل (۳۰
با این عمل نوعی Orientation نیز صورت میگیرد. آزمایشات نشان داده است کـه جـذب مـواد معطـره و یـا حتی رنگ در قسمت های استوانه ای بطریهای نوشابه که بیشتر تحت کشش بـوده انـد بـه مراتـب کمتـر از بخـش تحتانی آن است.
شکل های ۲۶ و -۲۷ شکل دهی به لایه های پلی مری با استفاده از حرارت و خلا
شکل -۲۸تزریق پلیمر مذاب به درون قالب سرد جهت تولید شکل اولیه ویا ظرفنهاییشکل -۲۹ تصویر Parison یا Preform به روش تزریقی اماده شکل دهی مجددشکل -۳۰تهیه بطری پلی مری از ظرف اولیه با استفاده از حرارت و دمیدن هوا لایه های پلی مری به ندرت به تنهایی مورد استفاده قرار می گیرند و معمولا از آنهـا بـه صـورت چنـد لایـه
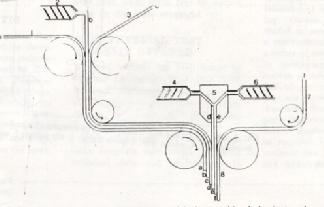
جهت بهبود خواص استفاده می شود. معمولا لایه ها توسط پلی مرهایی که خاصیت چسبندگی خـوبی دارنـد و یـا چسب هایی چون EVA و یونومرها به یکدیگر متصل میگردند. در اغلب اوقات از ورقه های نازک آلومینیومی
(foil) نیز جهت بهبود خواص استفاده می شود. در تهیه ورقه های پلی مری متشکل از چند لایه، از چنـد دسـتگاه
اکسترودرها را می توان به نوعی تنظیم نمود که ورقه نهایی به صورت متقارن و یا غیـر متقـارن باشـد (شـکل (۳۲
همین روش را میتوان برای روکش کردن مثلا ورقه های کاغذی یا مقوایی نیز اعمال نمود(.(coating
شکل -۳۱ نحوه استقرار اکسترودر ها جهت انجام لایه گذاری (lamination)شکل -۳۲ انواع لایه گذاری
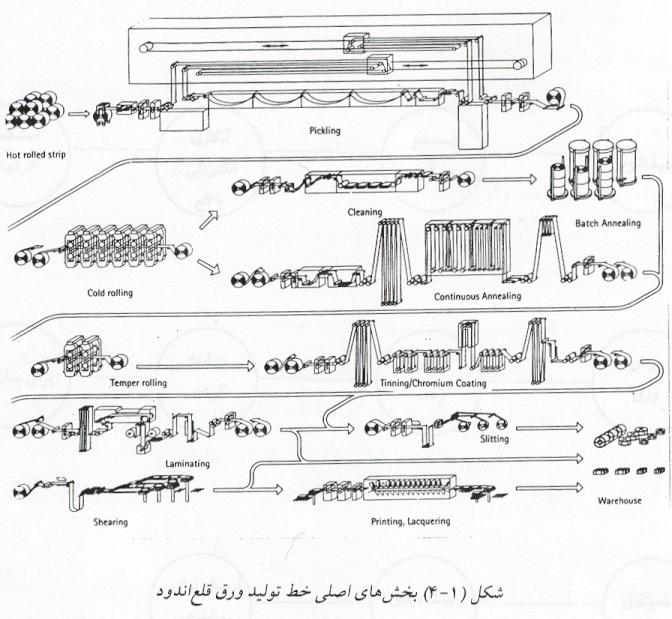
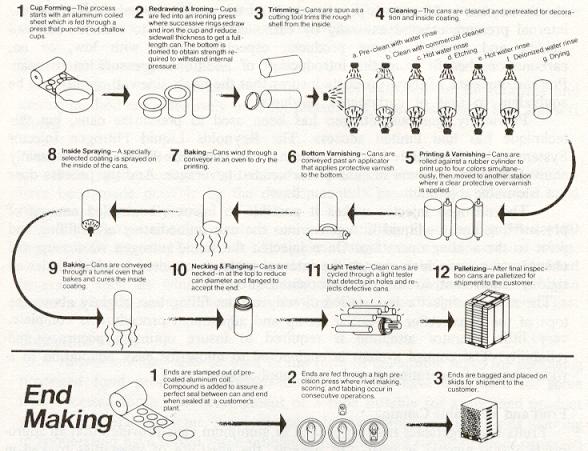
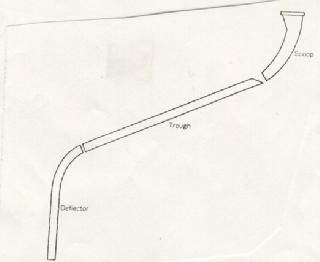
استفاده از ورق فولاد قلع انـدود جهـت بسـته بنـدی موادغـذایی تاریخچـه طـولانی دارد. در اوایـل قـرن نوزدهم میلادی، ناپلئون جایزه ای به مبلغ ۱۲۰۰۰ فرانک برای ارائـه روشـی کـه بـه وسـیله آن بتـوان موادغـذایی مصرفی ارتش آن کشور را نگهداری کرد تعیین و اعلام نمود.
در آن هنگام نیکلا آپرت به این نکته پی برد کـه می توان با حرارت دادن ماده غذایی و نگهداری آن دور از هوا، ماده غذایی را به مدت طولانی حفـظ نمـود. وی در این زمینه ظروف شیشه ای را بکار گرفـت، ایـن تجربـه بعـدها اسـاس صـنعت کنسروسـازی قـرار گرفـت. دو مهندس انگلیسی به نام های جان هال و برایان دانکین، شروع به تولید قوطی از ورق قلع اندود جهـت بسـته بنـدی موادغذایی دریانوردان نمودند. ورق ها در آن موقع نسبتا نـاهموار بـوده و دارای پوششـی ضـخیم از قلـع بودنـدو قلع اندود کردن نیز به روش غوطه وری انجام میگرفت.
در سال ۱۸۱۹ برای اولین بار قوطی قلع اندود به صورت تجاری وارد بازار شد. از سال ۱۸۶۰ هنر قوطی سازی کامل تر شده و به صورت علم درآمـد. در سـال ۱۹۲۹، در آلمان از روش الکترولیتی برای قلع اندود کردن استفاده شد که در این حالت مصـرف قلـع بـه نحـو چشـمگیری کاهش یافت.
نحوه تهیه ورق فولادی
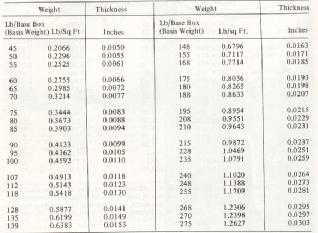
پــس از آنکــه ســنگ آهــن در کارخانجــات ذوب، بــه صــورت آهــن مــذاب درآمــد، تــوده مــذاب در کارگاه های ریختهگری به شکل تختال (slab) ضخیم طویل در می اید. معمولا تختالی که برای تولید ورق مورد استفاده قرار می گیرد، از نوع کم کربن است. طول تختال بین ۹ تا ۱۰ متر، عرض آن بین ۶۵ سانتی متر تا ۲ متـر و ضخامت آن ۲۲ سانتی متر مـی باشـد. حـداکثر وزن تختـال بـه هنگـام خـروج از قالـب، ۲۸ تـن اسـت. تختـال در مرحله ای که قرار است تبدیل به ورق شود، توسط کوره های مخصوص گرم شده و سـپس طـی چنـد مرحلـه بـا عبور از نورد گرم که غلطک هایی با فاصله (clearance) معین هستند، تبدیل به ورقی به ضـخامت ۱/۸ میلـیمتـر در می آید. این ورق سپس در حمام اسید سولفوریک رقیق اسیدشویی شـده و توسـط نـورد سـرد، ضـخامت آن به۰/۵ تا ۰/۱۵ میلی متر خواهد رسید. در نهایت ورقه، استرس زدایی شده تا بـدین ترتیـب سـختی و سـطح صـاف مورد نظر بدست آید . تنش زدایی یا آنیل محفظهایی box annealing) )، شامل حـرارتدهـی و خنـک سـازی آرام کلاف ها به منظور از بین بردن تنشهای تولید شده در حین نورد سرد است. این فرآیند که در یک محفظـه آب بندی شده انجام می گیرد با وارد کردن گاز خنثی یا گازی که به طور جزیی احیا باشد، سـطحی بـراق ایجـاد مینماید. با توجه به اینکه هرچه از ضخامت ورق کاسته شود، صرفهجویی بیشتری در هزینـه هـا صـورت خواهـد گرفت و نیز با توجه به این واقعیت که هر چه ورق نـازک تـر شـود، بواسـطه فشـار وارده بـه آن، سـختی آن نیـز افزایش می یابد، بنابراین اکنـون اسـتفاده از ورق هـایی کـه دوبـار توسـط نـورد سـرد تیمـار شـده انـد و بـه DCR
(doublecold reduced) موسوم میباشند، معمول میباشد.
در صورتی که تختال ها بعد از شکل گیری به انبار تختال منتقل شده باشند، ابتـدا آنهـا را در کـوره هـایی گرم می نمایند تا مجددا به صورت گداخته درآیند و سپس با استفاده از غلطک های عمودی و افقی از ضـخامت آن ها کاسته خواهد شد. این غلطک ها قادر هستند که در حین کاهش ضخامت، عرض تختال را نیز حـداکثر تـا
۷۰ میلی متر کاهش دهند. جهت برداشتن پوسته هایی که بر روی صفحات فولادی (تختـال نـازک شـده) بوجـود می ایند از دو غلطک دیگر به نام «pinch roll» که فشار مضاعفی بر صفحه وارد میکند، به همـراه آب بـا فشـار زیاد، استفاده می گردد. نورد گرم با سیستمهای کنترل ضخامت و کنترل ابعاد مجهز است و درجـه حـرارت ورق خروجی از نورد حدود ۸۵۰ درجه سانتیگراد خواهد بود که رفته رفته تا ۶۰۰ درجه سـانتیگـراد خنـک شـده و سپس به کلاف پیچ منتقل می گردد. این کلافها آماده انتقال به واحد نورد سرد هستند. کلافها دارای عـرض بـین
۵۸ سانتی متر تا کمی کمتر از ۲ متر بوده، قطر آنها حداکثر به یک متر و ۸۵ سانتیمتر میرسـد و وزن کـلاف در این هنگام حدود ۲۷ تن است.
قلع اندود نمودن ورق
پوشاندن صفحات فولادی توسط قلع ابتدا با غوطهور نمودن صفحات در حمام مـذاب (غوطـهوری داغ)
صورت می گرفت. گرچه هنوز هم از این روش استفاده می شود، اما بخش عمده ورقهای قلـع انـدود امـروزه بـه روش الکترولیتی تولید می شوند. در روش غوطه وری، لایه ای نسبتا ضخیم از قلع ۱۷) تا ۲۲ گرم بـه ازاء هـر متـر مربع، ۸/۵ تا ۱۱ گرم بر روی هر سطح) تشکیل میگردد که معادل ضخامتی حدود ۰/۰۲ تا ۰/۰۷ میلیمتر در هـر سوی ورق خواهد بود. شرط لازم برای قلع اندود کردن به روش فوق، وجود سطحی تمیـز و عـاری از آلـودگی است که این عمل با اسیدشویی و توسط اسید سولفوریک یا کلریدریک رقیق انجام میگیرد. غلظت اسید ۲ تا ۶
درصد و دما در محدوده ۶۵-۸۰ درجه سانتی گراد و زمان اسید شویی ۲-۴ دقیقـه اسـت. ورق هـا سـپس از میـان حوضچه روان ساز به عمق ۲/۵-۵ سانتیمتر عبور مینمایند. روان ساز مورد استفاده معمولا کلرور روی Zn Cl2)
) محلول در آب است که حاوی مقداری کلرید آلومینیوم نیز می باشد. سرعت عبـور ورق از میـان محلـول روان ساز حدود ۱۶/۵ سانتی متر بر ثانیه است. پس از روان سازی، ورق وارد پاتیل قلع مذاب شده و در مرحله بعـد بـه صورت عمودی از لایه روغن و غلطکهای خشککن عبور مینمایند.
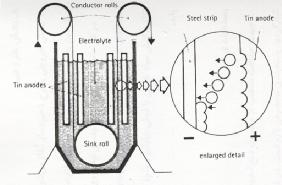
در روش الکترولیتی، مصرف قلع به ۵/۶ گرم به ازای هر متر مربع ۲/۸) گرم بر هر طرف) کاهش یافته و ضخامت آن به حدود ۰/۴ میکرومتر خواهد بود. نحوه عمل قلع اندود کردن به روش الکترولیتـی را مـیتـوان در شکل ۱ ملاحظه نمود.
شکل -۱ نمودار تولید ورق قلع اندود ورق های حاصل از نورد سرد، پس از بـاز شـدن، توسـط قلیـا، آب و اسـید شسـته مـی شـود. در مرحلـه
شکل -۱ نمودار تولید ورق قلع اندود ورق های
شستشوی قلیایی، گرد و خاک، ذرات فلزی و جامدات موم مانند جدا میشوند. تمیزکننده های قلیـایی مخلـوطی از نمک های معدنی همراه با مقادیر کمی خیس کننده ها هستند تا بتوانند تمیزکاری را از طریق صـابونی شـدن و تشکیل امولسیون را بهبود بخشند. در عملیات اسیدشویی جهت دفع اکسیدهای فلزی از اسید اسـتفاده مـی گـردد که اسید سولفوریک متداول ترین این اسیدها به شمار می آید. اسید پس از حل پوسته اکسیدی، بـه پایـه فـولادی حمله می کند، بنابراین از ممانعت کننده ها باید استفاده شود. پس از تمیز کردن ورق، آنها را وارد حوضـچه هـای آبکاری (الکترولیتی) می نمایند. این بخش خود از چندین سلول آب کاری (معمـولا۵-۱۲ ۲ عـدد) تشـکیل شـده است. در ابتدای بخش، سلول آب کاری اولیه قرار دارد که حاوی الکترولیتی کاملا یـا تـا انـدازه ای متفـاوت بـا حمام اصلی است. در این سلول ها شمش خالص قلع، آنـد و ورق، کاتـد را تشـکیل مـی دهـد. ورق قلـع انـدود و الکترولیتی را می توان با مقادیر برابر یا نابرابر قلـع روی دو سـطح ورق تولیـد نمـود (جـدول.(۱ ضـخامت اسـمی پوشش قلع برای نوع برابر بین ۰/۴ تا ۱/۵ میکرومتر روی هر سطح تغییر میکند و ضخامت نهایی پوشش با عبـور نوار از یک سلول به سلول بعدی بدست می آید. بعد از خروج نوار از آخرین سلول آب کاری، ورق قلع انـدود، بلافاصله شستشو شده و خشک می گردد تا از رگه دار شدن آن جلوگیری گردد. برج های ذخیره نوارکه در ابتدا و انتهای فرآیند دیده می شوند، نوارهای اضافی را ذخیره می نمایند تا در صورت بـروز مشـکل، پیوسـتگی خـط، قطع نشود (شکل .(۲ با مطالعه قوانین فاراده و با شناخت واکنش های الکترودها می توان پوشـش دهـی الکتریکـی قلع را کنترل کرد. قلع پوشانی الکترولیتی در الکترولیت های اسیدی و یا قلیایی انجام می شود. در فرآیند اسیدی، واکنش آند، اکسیداسیون مستقیم قلع فلزی به یون قلع دوظرفیتی است.
°Sn ® Sn++ + ۲e–
جدول -۱ مشخصات ورق قلع اندود
نوع پوشش
علامت فعلی
علامت قبلی
یکسان
۲/۸-۲/۸
#۲۵
۵/۶-۵/۶
#۵۰
۸/۴-۸/۴
#۷۵
متفاوت
۲/۸-۵/۶
#۲۵-۵۰
۲/۸-۸/۴
#۲۵-۷۵
۵/۶-۸/۴
#۵۰-۷۵
در اثر این واکنش قلع فلزی روی کاتد رسوب می کند که در فرآیند مداوم، کاتد، نوار پیوسته فـولادی متحرک است (شکل .(۳ رسوب قلع در محیط اسیدی چسبندگی کمتری نسبت به رسوب قلع در محـیط قلیـایی دارد که این ضعف را میتوان با انجام روشهای نظافت سطح تا حدودی برطرف نمـود و یـا مـوادی آلـی ماننـد ژلاتین به محلول افزود. شکل -۲ بخش های اصلی تولید ورق قلع اندود
شکل -۲ بخش های اصلی تولید ورق قلع اندود
شکل -۳ نحوه تثبیت قلع بر روی ورق فولادی همچنین حضور عامل تر کننده مانند- ß نفتول ضروری است. حمـام هـای اسـیدی مناسـب بـرای فرآینـد
شکل -۳ نحوه تثبیت قلع بر روی ورق فولادی
قلع اندود کردن متنوع بوده و از جمله به حمام اسید سولفونیک، حمام فلوئورید، کلریـد، سـولفات و فلوئـوبرات می توان اشاره نمود. در فرآیند الکترولیتی قلیایی، از حمام های قلیایی استات سدیم یـا پتاسـیم اسـتفاده مـی شـود.
واکنش آند، اکسیداسیون قلع فلزی به یون قلع چهار ظرفیتی است.
Sn ° ® Sn ۴+ + ۳e–
در این فرآیند در اثر انحلال یـک اتـم قلـع، چهـار الکتـرون ولـی در فرآینـد اسـیدی دو الکتـرون آزاد می شود، بنابراین انحلال یک مولکول گرم قلع در الکترولیت قلیایی، مستلزم مصرف جریـان الکتریکـی دو برابـر است.در مقایسه دو روش، روش اسیدی را روش مناسبتری میدانند زیرا حمامهای قلیایی در دمای بـیش از ۹۵
کرده استدرجه سانتی گراد بازدهی دارند در حالیکه حمام اسیدی در محدوده ۳۸-۴۹ درجه سانتی گراد عمل می نماید. در روش اسیدی هیدروژن کمتری در آند تولید می شود، مصرف جریان الکتریکی نصـف روش قلیـایی اسـت و بـه فضای ساختمانی کمتری نیاز دارد، ضمن آنکه از سرعت پوششدهی بالاتری برخوردار است. روش اسیدی البته دارای معایبی نیز میباشد که عبارتند از:
الف: انحلال قلع در آند بیشتر از رسوب قلع بر کاتد (نوار فولادی) است، در نتیجه محلـول الکترولیـت همـواره حاوی مقدار اضافی یون است و در نتیجه ضخامت لایه قلع غیر یکنواخت خواهد شد.
ب: با پیشرفت انحلال، آند تحلیل رفته، فاصله بین آند و نوار فولادی (کاتد) تغییر میکند و بنـابراین لازم اسـت آند به طرف نوار حرکت داده شود.
ج: لزوم جایگزینی مکرر آند که بازدهی فرآیند را کم میکند.
د: شکسته شدن آند درحین تعویض یا حرکت.
سفیدگری
(Flow Brightening)
ورق قلعاندود تهیه شده به روش غوطهوری دارای ظاهری درخشان و براق است، در حالیکه، قلع اندود نمودن به روش الکترولیتی، سطحی گرفته و مات ایجاد میکند. در این حالت ورق قلع اندود شده دارای مورفولوژی میکروکریستالی غیرانعکاسی است. علت بروز این حالت آن است که یونهای قلع حاصل از آند، به صورت ذرهای بر روی نوار فولادی رسوب مینمایند و بنابراین نوعی حالت متخلخل را ایجاد خواهند نمود.
برای رفع این وضعیت، نوار قلع اندود شده، به یکی از روشهای مقاومت الکتریکی، القاء و یا حمام روغن داغ،
سریعا حرارت میبیند. اگر چه نقطه ذوب قلع ۲۳۱/۹ درجه سانتیگراد است، اما برای حصول اطمینان از ذوب کامل و ظاهر یکنواخت، لازم است تا نوار را تا دمایی بالاتر از این حد گرم نمود. این فرآیند را سفیدگری مینامند که نه تنها ظاهر ورق را بهبود محسوس میبخشد و آن را به حالت براق و درخشان در می اورد بلکه مقاومت آن را به خوردگی نیز افزایش میدهد.
روئین سازی
(Passivation)
در عملیاتی دیگر، و به منظور جلوگیری از تشکیل اکسید قلع بر سطح نوار، لایهای ازکروم و اکسید کروم هیدراته بر روی نوار قلع اندود تثبیت میشود، در صورت باقیماندن اکسید قلع، نه تنها نوار به مرور زمان بد رنگ میشود، لعاب دهی به سطح داخلی ورق و لحیمکاری لبه ها دشوار خواهد شد. در این روش از محلول دی کرومات سدیم الکترولیتی با غلظت ۲۰ تا ۶۰ گرم در لیتر و pH برابر با ۳/۵ تا ۷ و دمای حمام ۳۵ تا ۷۰ درجه سانتیگراد استفاده میگردد. دانسیته جریان ۵-۴۰ A/dm2 بوده و زمان عملیات ۰/۱ تا ۱۰ ثانیه میباشد.
محدوده بهینه اکسید کروم هیدراته که بر روی ورق قلع اندود قرار میگیرد، ۰/۰۰۵ تا ۰/۰۵ گرم به ازای هر مترمربع است، در صورتی که مقدار اکسیدکروم کمتر از ۰/۰۰۵ گرم بر هر مترمربع و یا بیشتر از ۰/۰۵ گرم بر هر مترمربع باشد، مقاومت به خوردگی کاهش یافته، لعاب پذیری هم افت مینماید.
به هر روی پس از پایان عملیات روئین سازی، نوار با آب حاوی اسید سیتریک به طوریکه pH بین ۵-۶ باشد شسته میشود تا خاصیت چاپپذیری ورق بهبود یابد.گاهی نیز از کربنات سدیم استفاده میشود که اثر کمتری در مقایسه با محلول فوق دارد و بیشتر در قوطی های کنسانتره شیر از آن استفاده میگردد.
روغن کاری
بعد از انجام همه عملیات فوق، با توجه به اینکه ماشینهای قوطی ساز از سرعت بالایی برخوردار هستند، لازم است تا سطح ورق روغن کاری شود، تا استفاده از ورق به آسانی میسر شده، آسیبی به آن وارد نشود. در این زمینه، روغن پنبه دانه و یا روغنهای سنتزی مانند دی بوتیل سباسیت (di-butyl sebacate) و یا دی اکتیل سباسیت (dioctyl sebacate)و استیل تری بوتیل سیترات به صورت لایهای بسیار نازک ۵) تا ۲۰
میلیگرم برای هر متر مربع)، بر سطح ورق به صورت فرآیندی الکترواستاتیکی قرار خواهد گرفت. از مواد کاهش دهنده فعالیت سطحی نیز می توان همراه با روغن ها استفاده نمود. پس از انجام تمامی این مراحل، ورقهای متشکل از چندین لایه بدست می اید(شکل(۴که از آن در ساخت قوطی مصرفی صنایع بستهبندی موادغذایی استفاده خواهد شد.
شکل ۴ لایه های تشکیل دهنده ورق فولادی بعد از قطع اندود شدن
شکل -۴ لایه های تشکیل شده بر روی ورق فولادی پس از قلع اندود شدن گاهی ورقهای قلع اندود تحت عناوین انواع J و K در بازار دیده میشوند که در آنها قلع به صورت
۵/۸ / ۲/۶ g/m2 و یا بیشتر بر روی ورقه فولادی تثبیت شده، تا مقاومت خوبی را نسبت به خوردگی از خود نشان دهند. تفاوت آنها در اندازه بلورهای قلع، مقاومت در برابر اسید میباشد.
محصولات جانبی قلع اندود نمودن ورق
ورق کروم اندود الکترولیتی (electerolytic chromium coated steel) که به فولاد عاری از قلع (tin-free steel) نیز معروف است، از محصولات جانبی کارخانه ورق قلعاندود است که در آن سطح ورق فولادی با دو لایه کروم فلزی و اکسید کروم پوشانده شده است (شکل.(۵ در این روش ۵۰ تا ۹۰ میلیگرم کروم فلزی و ۷ تا ۳۵ میلیگرم اکسید کروم برای هر متر مربع ورق، استفاده میشود:
شکل ۵ مقایسه ورق قطع اندود و ورق عاری از قطع
شکل-۵ مقایسه ورق قلع اندود با ورق عاری از قلع این ورقها قبل از مصرف در کارخانه قوطیسازی باید لاک زده شود زیرا لایه اکسیدکروم باعث
سایش شدید ماشینآلات میگردد از ورق کروم اندود الکترولیتی در ساخت قوطیهایی که نیاز به جوشکاری ندارند و نیز انواع درپوشها استفاده میشود.
بازیابی ورق قلع اندود
به دلیل خواص مغناطیسی فولاد، جمعآوری و ذخیره قوطیهای قلع اندود جهت بازیابی، آسان و اقتصادی است. بازیابی هر تن قراضه ورق قلع اندود، ۱/۵ تن سنگ آهن، ۶۶۵ کیلوگرم زغال سنگ، ۱۹۱
کیلوگرم سنگ آهک صرفهجویی را به دنبال دارد. پوشش قلع مشکلی در فرآیند بازیابی ایجاد نمیکند زیرا درصد قلع در قراضه ورق قلع اندود بسیار پائین است. آلاینده های آلی مانند برچسب و رنگ نیز در دمای بیش از ۱۶۰۰ درجه سانتیگراد فرآیند فولادسازی میسوزند.
وزن مبنا (Base weight) و جعبه مبنا (Base box)
وزن مبنا نمادی است که نشانگر ضخامت اسمی ورق میباشد و جعبه مبنا، سطحی معادل با تعداد مشخصی ورق با ابعاد معین است. جعبه مبنا، سطح ۱۱۲ ورق قلع اندود به طول ۲۰ و عرض ۱۴ اینچ است که معادل ۳۱۳۶۰ اینچ مربع خواهد شد. این تعداد ورق با این مشخصات میتواند دارای وزنهای متفاوتی باشد که با توجه به ثابت بودن تعداد ورقها و طول و عرض آنها، تنها متغیر، ضخامت میباشد. به عنوان مثال وقتی وزن مبنا
۴۵ پوند (حدود ۲۱ کیلو گرم) باشد، ضخامت ۱۱۲ ورق ۲۰×۱۴) اینچ) برابر با ۰/۰۰۵ اینچ ۱۲۷) میکرومتر)
خواهد بود. در صورتی که وزن مبنا، به ۱۰۰ پاوند ۴۵) کیلوگرم) افزایش یابد در اینصورت ضخامت هر یک از
۱۱۲ ورق، حدود ۲۸۰ میکرومتر است. در همین زمینه میتوان وزن هر فوت مربع از این ورقها را نیز بدست آورد. با توجه به اینکه ۳۱۳۶۰ اینچ مربع (مساحت کل ۱۱۲ ورق) معادل با ۲۱۷/۸ فوت مربع است، بنابراین در
مثال اول خواهیم داشت:
۱۴×۲۰×۱۱۲ = ۳۱۳۶۰ In2
۳۱۳۶۰ ÷ ۱۴۴ = ۲۱۷/۸ Ft2 ۴۵ ÷ ۲۱۷/۸ = ۰/۲۰۶۶ lb
یعنی که یک فوت مربع از ورق، وزنی برابر با ۰/۲۰۶۶ پوند ۹۴) گرم) خواهد داشت. جدول ۱،
ضخامت را با توجه به وزن مبنا نشان میدهد. در ارتباط با همین ویژگی، واحد دیگری به نام system ) SITA international tinplate area )که معادل یکصد مترمربع است را می توان تعریف نمود. در این حالت تعداد ورقها به جای ۱۱۲، ۱۰۰ عدد در نظر گرفته میشود و سپس SITA از رابطه ذیل بدست خواهد آمد:
جدول -۱ رابطه وزن و جعبه مبنا با ضخامت ورق قلع اندود
(mm) طول ورق
(mm) عرض ورق
تعداد ورقها × ـــــــــــــــــــــــ
× ـــــــــــــــــــــــ SITA =
۱۰۰۰
۱۰۰۰
در صورتی که هدف تعیین SITA برای کلاف باشد از معادله ذیل استفاده میشود:
(mm) عرض ورق
(m)طول × ـــــــــــــــــــــ SITA =
۱۰۰۰
ــــــــــــــــــــــــــــــ
٢m ١٠٠
-۹
خوردگی
همه ساله تعداد بیشماری از قوطیهای تهیه شده از ورق قلع اندود جهت بستهبندی موادغذایی مورد استفاده قرار میگیرند که در معرض حملات شیمیایی متعددی نیز قرار میگیرند. برخی از محصولات، قلع را مورد حمله قرار میدهند که البته حذف قلع به این شکل قابل قبول به شمار می اید زیرا که این عمل، تحت تاثیر قرار گرفتن ورق فولادی را به تأخیر میاندازد. این عمل با توجه به ضخامت کم قلع و اینکه در برخی نقاط و تحت تاثیر عوامل مختلف همین پوشش ناچیز ممکن است به خوبی تأمین نشده و یا در حین ساخت قوطی از بین رفته باشد، بسیار شایان توجه است. هرگونه حمله به بخش فولادی ورق قوطی میتواند منجر به سوراخ شدن آن شود. در کنار آن باید توجه نمود که اگر تحت تاثیر قرار گرفتن قلع باعث بد رنگ شدن و یا بروز عطر و طعم نامطبوع در محصول میشود، دیگر این عمل مطلوب نبوده و باید از لعاب استفاده گردد.
خوردگی اصولا نوعی پدیده الکتروشیمیایی است که در آن الکترونها جابجا و یا منتقل میگردند.
هرگاه دو فلز غیرمشابه در آب و یا محلولهایی که قابلیت هدایت الکتریسیته را دارند (الکترولیتها) غوطهور شوند و سپس به یکدیگر وصل گردند، آنگاه نوعی سلول گالوانیک بدست خواهد آمد. پتانسیل الکتریکی که به این ترتیب بین دو فلز برقرار میشود، زمینه انتقال الکترونها را از طریق سیم رابط مهیا خواهد ساخت.
در این حالت، دو فلز را الکترود نامیده که یکی کاتد و دیگری آند می باشند و جریان تولید شده بواسطه حرکت الکترونها از آند به کاتد خواهد بود. با حرکت الکترونها از آند، آن قسمت از فلز که در مایع غوطهور است بصورت یونهای مثبت و محلول در می ایند و بنابراین به تدریج آند در الکترولیت حل میشود. در قوطیهای قلع اندود، دو فلز قلع و فولاد که در تماس با یکدیگر هستند در ماده غذایی غوطهور میباشند که همچون یک الکترولیت عمل مینماید.
در این حالت قلع را اگر آند و فولاد را کاتد در نظر بگیریم، آنگاه قلع شروع به حل شدن در ماده غذایی (الکترولیت) نموده، در حالیکه، فولاد به صورت دست نخورده باقی میماند. در این حالت به قلع »آند فدا شونده« میگویند . زیرا با حل شدن خود، فولاد را حفظ میکند (شکل .(۶
شکل -۶ مکانیزم خوردگی ورق فولادی
یکی از مهمترین نکات و عواملی که باید کنترل شود، اکسیژن است. معمولا مقدار اکسیژن در قوطیها
کم است و تحت این شرایط، قلع به صورت آندی و فولاد به صورت کاتدی عمل مینمایند که حالت مطلوب به شمار می اید. در صورتی که غلظت اکسیژن بالا باشد. در این حالت قلع به صورت کاتد و فولاد به صورت آند در می ایند و به این ترتیب این فولاد است که سریعا در غذا حل میشود و معمولا باعث سوراخ شدن قوطی میگردد. در همین رابطه پولاریزه شدن نیز اتفاق میافتد. عبور جریان الکتریکی از محلول الکترولیتی منجر به تشکیل گاز هیدروژن در الکترود منفی خواهد شد. قسمت اعظم این گاز خارج میشود اما بخشی از آن به صورت حباب، کاتد را در برگرفته و باعث میشود تا جریان معکوس درآید. در مبحث خوردگی، هر چیزی که از شدت جریان بکاهد، سرعت و شدت خوردگی را نیز کم میکند. بالعکس، هر عاملی که پولاریزه شدن را کم نماید، باعث تسریع خوردگی خواهد شد.
از همین جاست که میتوان دریافت که چگونه اکسیژن محلول در ماده غذایی باعث افزایش خوردگی میگردد. در صورتی که مقدار اکسیژن زیاد باشد، میتواند با ئیدروژن جمع شده در کاتد واکنش داده، پولاریزه شدن را کاهش داد و مجددا جریان اولیه که منجر به خوردگی میشود را ایجاد نماید. فلزاتی که الکترودها را تشکیل میدهند، نقش و اثر مهمی را در خوردگی ایفا مینمایند. فلزات را از نظر تمایل آنها به حل شدن در الکترولیت و تشکیل یون میتوان طبقهبندی نمود.
این سری از فلزات که تحت عنوان »الکتروموتیوها« دستهبندی شدهاند، با عنصر سدیم که به راحتی وارد محلول میشود آغاز و با فلزاتی چون طلا و پلاتین که به هیچ روی حل نمیشوند، خاتمه مییابد. هرچه فلزات از یکدیگر فاصله بیشتری را در این سری داشته باشند، ولتاژ بیشتری در مقایسه با فلزات نزدیک به هم تولید مینمایند. آلومینیوم و آهن در این سری از یکدیگر کاملا فاصله دارند و بنابراین استفاده از دربهای آلومینیومی بر روی بدنه قوطیهای فولادی توصیه میشود، البته با این شرط که این دو با یک پوشش مناسب از هم جدا شده باشند، زیرا در غیر این صورت آلومینیوم سریعا دچار خوردگی می شود.
صرف نظر از عوامل گفته شده و عواملی چون pH و رطوبت، عوامل دیگری چون خوردگی ناشی از تنش (تنشهای بوجود آمده در حین ساخت قوطی و یا انجام کشش شدید بر روی دیواره قوطی)، وجود عوامل بازدارنده خوردگی که گاهی به الکترولیت اضافه میشوند را میتوان نام برد. معمولا تشکیل نوعی لایه اکسید فلزی بر روی فلز میتواند از حل شدن آن جلوگیری نماید که در واقع نوعی حالت روئین برای آن بوجود آورد.
ترکیب شیمیایی ورق فولادی و قلع
مهمترین نکته در ترکیب شیمیایی فولاد، مقدار کربن آن است که باید بسیار پائین باشد زیرا در غیر این صورت، فولاد حاصل به شدت شکننده بوده، فاقد خواص مورد نیاز در بستهبندی است.
ترکیب شیمیایی فولاد شامل عناصر متفاوتی چون منگنز، کربن، فسفر، گوگرد، مس، نیکل، کروم بوده و صرف نظر از مقدار کربن، مقدار فسفر و مس نیز در استفاده از فولاد تاثیرگذار است. در حال حاضر چند نوع فولاد در جهان جهت بستهبندی مورد استفاده قرار میگیرند که در جدول ۲ دیده میشوند.
فولاد نوع L دارای مقدار بسیار کمی فسفر است و برای فراورده هایی که خاصیت خورندگی شدید دارند (با اسیدیته بالا) مانند میوه های تیرهرنگ، ترشیها توصیه میشود. فولاد نوع MR که مقدار بیشتری فسفر نسبت به فولاد L دارد برای محصولاتی با اسیدیته ملایم مانند آب میوه های گلابی، هلو و آناناس مناسب است و در مواردی مانند گوشت و ماهی و اکثر سبزیجات، قابل مصرف می باشد..
جدول -۲ ترکیب شیمیایی چند نوع فولاد پایه مصرفی جهت قلع اندود نمودن
L
MS
MR
MC
نوع فولاد
منگنز
۰/۶-۰/۲۵
۰/۶-۰/۲۵
۰/۶-۰/۲۵
۰/۶-۰/۲۵
کربن
حداکثر۰/۱۲
حداکثر۰/۱۲
حداکثر۰/۱۲
حداکثر۰/۱۲
فسفر
۰/۰۱۵
۰/۰۱۵
۰/۰۲
۰/۱۱-۰/۰۷
گوگرد
۰/۰۵
۰/۰۵
۰/۰۵
۰/۰۵
سیلیس
۰/۰۱
۰/۰۱
۰/۰۱
۰/۰۱
مس
۰/۰۶
۰/۱
۰/۲
۰/۲
نیکل
۰/۰۴
۰/۰۴
–
–
کروم
۰/۰۶
۰/۰۶
–
–
مولیبدن
۰/۰۵
۰/۰۵
–
–
آرسنیک
۰/۰۲
۰/۰۲
–
–
فولاد نوع MC که در آن مقداری فسفر به ترکیب اضافه شده است نیز برای محصولاتی که خاصیت خورندگی نداشته و یا اثر کمی دارند مناسب است و به جهت داشتن استحکام برای ساخت قوطیهای سه قسمته بکار میرود. فولاد نوع N که بیشتر برای قوطیهای کششی و درب قوطیهای آئروسول مناسب است و از نظر ترکیب شیمیایی شبیه به فولاد نوع L بوده که به آن تا ۰/۰۲ درصد نیتروژن افزوده شده تا بدین ترتیب سختی و مقاومت به کشش فولاد افزایش یابد. ترکیب شیمیایی قلع با درجه A (ممتاز) در جدول۳ دیده میشود. بطور کلی تمامی ناخالصیهای موجود در این نوع قلع کمتر از ۰/۲ درصد است، ضمن آنکه در روش الکترولیتی تقریبا قلع خالص بر روی فولاد تثبیت میشود.
جدول -۳ درصد عناصر همراه با قلع (ناخالصیها)
عناصر
%
قلع (حداقل)
۹۹/۸
آنتیموان (حداکثر)
۰/۰۴
آرسنیک (حداکثر)
۰/۰۵
بیسموت (حداکثر)
۰/۰۱۵
کادمیوم (حداکثر)
۰/۰۰۱
مس (حداکثر)
۰/۰۴
آهن (حداکثر)
۰/۰۱۵
سرب (حداکثر)
۰/۰۵
نیکل (حداکثر)
۰/۰۱
گوگرد (حداکثر)
۰/۰۱
روی (حداکثر)
۰/۰۰۵
-۱۱
ساخت قوطی از ورق فولادی قلعاندود (حلبی)
از انواع مختلف قوطی جهت بستهبندی موادغذایی استفاده میگردد که عبارتند از:
الف: قوطی سه تکهای
در این حالت ابتدا ورق به اندازه های معینی که جهت ساخت قوطی مورد نظر لازم است در می اید. در بخش ساخت بدنه بر روی دو انتهای این ورقها شکافها و بریدگیهایی (notching) ایجاد میگردد (شکل۷
بخش (۱ که سپس به صورت قلاب در می ایند (شکل۷، بخش۲و ۳ و ۴و .(۵ حالت دندانهدار موجود باعث میشود که عمل لحیمکاری راحتتر صورت گیرد. پس از آنکه بدنه استوانهای شکل ساخته شد، قسمت درز از روی شعله عبور داده میشود تا بدین ترتیب مواد مذاب بتوانند کاملا در محل این درز قرار گیرند. در مرحله بعد یک لایه از لعاب به سطح داخلی و خارجی محل اتصال پاشیده میشود. مراحل بعد به ترتیب ایجاد لبه قلاب مانند (flang) (شکل۷ بخش (۶ در دو سر استوانه و نیز چیندار (beading) نمودن بخش استوانهای جهت افزایش مقاومت آن به ضربه است.
شکل-۷مراحل مختلف ساخت قوطی با ایجاد قلاب و لحیم کاریشکل -۸ جوشکاری لبه های ورق که لبه ها حدود ۰/۴ میلی متر روی هم قرار می گیرند
قوطیه ای سه قسمته را به روش جوشکاری نیز میتوان تهیه نمود. در این حالت، ابتدا لبه های ورق که
به شکل استوانه درآمده روی یکدیگر قرار میگیرند. (شکل.(۸ جریان الکتریسیته همراه با فشار بر ناحیهای که همپوشانی لبه ها صورت گرفته، اعمال میگردد. اگر جنس ورق قوطی از فولاد قلع اندود باشد، از سیم مسی جهت کمک به انتقال جریان برق استفاده میگردد ولی اگر جنس ورق فولادی عاری از قلع باشد از الکترودهایی که مانند غلطک بوده و ضمن حرکت و ایجاد فشار الکتریسیته را نیز عبور میدهند، استفاده میشود(شکل.(۹ این روش بر روش لحیم کاری مزیت و برتری دارد زیرا اولا از مواد لحیم کاری (مثلا سرب)
استفاده نمیشود، ثانیا، درز جانبی از ضخامت بسیار کمی برخوردار است و بنابراین در رنگآمیزی بدنه قوطی مشکلی ایجاد نمینماید. از طرف دیگر دوام بیشتر نسبت به درزهای لحیمکاری شده دارد.
شکل-۹ نحوه جوشکاری لبه ها با استفاده از سیم یا غلطک مسی
ب: قوطی دو تکه ای
این نوع قوطی از دو قسمت بدنه و درب فوقانی تشکیل شده است و بدنه و کف یک پارچه است و توسط فرآیند کشش تولید میگردد و قسمت سر قوطی پس از پرکردن با موادغذایی، به بدنه دوخته میشود.قوطی دو تکهای شامل دو نوع کششی (شکل های ۱۰ و (۱۲ و کششی عمیق (شکل(۱۱ است. در نوع کششی قوطیها با ارتفاع کمتر از نصف قطر قوطی تهیه میشوند و تنها یک مرحله پرس مورد نیاز است . در صورتی که قوطی با ارتفاع بیشتری مورد نیاز باشد، طی چند مرحله کشیده میشود. در این قسمت استفاده از مواد روانساز بسیار ضروری است. در هر حال روش کشش عمیق را میتوان برای انوع ورقهای فلزی (که قبلا
در مورد آلومینیوم ذکر شد) بکار برد و از مزایای مهم آن حذف درز جانبی است.
شکل -۱۱ ساخت قوطی از ورق قلع اندود به روش کششی
شکل -۱۲ نوعی قوطی تهیه شده به روش کششی که در آن خطوط کشش دیده می شوند
ج: قوطیهای قابل اسپری یا آئروسول
بخش اعظم این نوع قوطیها از ورق قلعاندود ساخته میشود، گرچه آلومینیوم را نیز میتوان در تهیه آنها بکار گرفت. بخشهای مختلف دارای ضخامتهای متفاوتی است. ورق بدنه نازکترین بخشهاست و ضخامت آن بین ۰/۱۸ تا ۰/۳۸ میلیمتر متغیر است و بستگی به قطر قوطی دارد. حالت فوق زمانی است که قطر بین ۴۵ تا ۵۲ میلیمتر باشد. در صورتی که قطر بین ۵۷ تا ۷۶ میلیمتر باشد از ضخامت ۰/۲۱ تا ۰/۴۴ استفاده میگردد. قسمتهای فوقانی و تحتانی جهت جلوگیری از بیرونزدگی و باز شدن قلابها و در نهایت انفجار، دارای ضخامت بیشتری هستند. بدنه این نوع قوطی نیز به روش کشش عمیق تولید می شود (شکل .(۱۳
شکل – ۱۳ ساخت بدنه قوطی آئروسول به روش کششی عمیق.
Valve cup، معمولا از ورقی با ضخامت ۰/۲۶۶ میلیمتر ساخته میشود. قوطیهای آئروسول را میتوان قوطی چهار قسمته دانست زیرا علاوه بر کف و بدنه دارای دو قسمت درب فوقانی گنبدی شکل و Valve cupاست. (شکل-۱۴الف). بر روی قسمت اخیر والو (شکل-۱۴ب) قرار میگیرد که با فشار دادن آن، فضای
داخلی قوطی از طریق یک مجرا به فضای اتمسفر راه پیدا مینماید و در مواردی مثلا پاشیدن روغن به سطوح بسیار مناسب است. صرفنظر از موادغذایی که در درون قوطی قرار میگیرد (به عنوان مثال، روغن یا خامه) از یک گاز به عنوان حامل موادغذایی نیز باید استفاده گردد، در این زمینه از گازهایی چون بوتان، ایزوبوتان و پروپان بهره برده میشود. استفاده از گازهای فشرده مانند دیاکسیدکربن و نیتروژن نیز معمول است، اما چون معمولا خیلی سریع خارج شده بنابراین بخشی از ماده غذایی در درون قوطی باقی مانده و امکان خروج آنها وجود نخواهد داشت.
ب
الف
شکل-۱۴ کف، درب فوقانی گنبدی شکل، Valve cup و
درجه سختی
(Temperness)
درجه سختی ورقهایی که نورد سرد را گذرانده و سپس به دو روش جعبهای (box) و یا مداوم
(continous)، تنش زدایی شدهاند نقش تعیین کننده در خصوصیات و کاربرد ورق ها دارد. جدول۴ این خصوصیات را نشان میدهند. درکنار آن انجام نورد مضاعف نیز میتواند بر همین عوامل موثر باشد.
لعابها و پوشش های روی ورق قلعاندود
استفاده از لعابهای آلی به منظور جلوگیری از انجام واکنش بین موادغذایی و سطح داخلی قوطی میتواند مفید واقع گردد. در مواردی که البته چندان زیاد نمیباشد استفاده از قوطیهایی که فاقد لعاب بوده و در آنها ماده غذایی درتماس با قلع میباشند نیز مناسب میباشد. قلع خاصیت رنگبری داشته و میتواند باعث بهبود رنگ محصولاتی شود که اگر در قوطیهای لعابدار بستهبندی شوند رنگ آنها تیره میشود. لعابهای مورد استفاده برای پوشش سطح داخلی قوطیهای قلع اندود را میتوان به چند نوع تقسیم نمود که عبارتند از:
الف: الئورزینها
معمولترین انواع لعابها بوده و شامل نوع «R» یا لعابهای میوهای و نوع «C» هستند. نوع «R»
بطورمشخص برای حفاظت از رنگیزه میوه هایی که از رنگ زیادی برخوردار هستند (آلبالو، چغندر) بکار میرود. نوع «C» برای جلوگیری از بد رنگ شدن محصولاتی مانند ذرت، نخودفرنگی، ماکیان و غذاهای دریایی که اصطلاحا»۲سولفید سیاه« نامیده میشود، بکار میرود و حاوی ۱۵ درصد اکسید روی بوده که به عنوان یک جزء شیمیایی و نه به عنوان رنگیزه به رزین افزوده میشود. سولفیدهایی که در حین فرآیند و یا در زمان استریل کردن در فرآورده غذایی حاوی اسیدهای آمینه گوگرددار بوجود می ایند با اکسید روی ترکیب شده و مشتقات سفید یا بیرنگ روی را بوجود می اورند. این نوع پوشش، در ابتدا برای کنسروهای ذرت بکار گرفته شد و به corn enamel موسوم بود و بعدها به پوششهای نوع «C» تغییر نام داد. از اولئورزینها معمولا در قوطیهایی که در آنها فرآورده های اسیدی بستهبندی میشوند استفاده میگردد.
ب: فنولیکها
در قوطی غذاهای دریایی و برخی انواع گوشت بکار میرود و نفوذ ناپذیری بیشتر نسبت به اولئورزینها دارد هرچند انعطافپذیری خوبی نداشته و حتی طعم و مزه خاصی را در غذا ایجاد میکنند. جهت مقاومت در برابر رنگ سولفیدی نیازی به استفاده از اکسید روی در ترکیب آنها نمیباشد و تحت تاثیر چربیهای حیوانی نرم نمیشوند.
ج: اپوکسیها
مقاومت بسیار خوبی به حرارت دارند بطوری که در نواحی مجاور درز که عملیات لحیمکاری صورت میگیرد، دچار تغییر رنگ نمیشوند. انعطافپذیری بسیار خوبی داشته و میتوان از آنها برای ساختن دو انتهای قوطیها استفاده نمود. هیچ گونه عطر و طعم را در موادغذایی ایجاد ننموده و از این نظر بعد از وینیلها قرار میگیرند. اپوکسیها را میتوان با افزودن فنولیکها تعدیل نموده و از آنها برای بستهبندی محصولاتی مانند میوه ها و غذاهای پرچربی استفاده نمود.
د: وینیلها
این لعابها بصورت مضاعف همراه با اولئورزینها و یا اپوکسی بکار میروند و در غذاهایی که خاصیت خورندگی بالایی داشته باشند، مورد استفاده قرار میگیرند. یک نمونه آن استفاده از لایه وینیل بر روی لایه R در قسمت درز جانبی قوطیهایی است که برای بستهبندی عصاره سیب بکار میروند. وینیلها، لعابهای مستحکمی بوده و عاری از طعم و بو هستند. این لعابها گرچه مقاومت خوبی به بخار آب ندارند، اما حرارتهای تا حدود ۹۵ درجه سانتیگراد و کمتر را به خوبی تحمل مینمایند. از دیگر انواع لعابها، میتوان به وینیل تعدیل شده با اپوکسی و اپوکسی تعدیل شده با فنولیک و فنولیکهای تعدیل شده اشاره نمود که به ترتیب برای بستهبندی میوه های دارای رنگ فراوان و محصولات گوشتی استفاده میشوند. برای لعاب دادن ورقه های قلعاندود، سطوح توسط پوشش دهنده های غلطکی لعاب خورده و سپس در درجه حرارت ۲۰۰ تا ۲۳۵
درجه سانتیگراد پخته میشوند. میتوان لعابها را به درون قوطی و یا هر یک از بخشهای آن نیز اسپری نمود.
همانگونه که ذکر شد، عدم استفاده از لعاب میتواند در مواردی مفید باشد که این امر منسوب به اثر رنگ بری قلع است. از جمله این محصولات میتوان به کنسرو کلم شور (sauerkraut)، آب گریپفروت، کنسرو گلابی و یا هلو، آناناس و پرتقال اشاره نمود.
ه : پلیمرهای پلیپروپلین و پلی اتیلن تری فتالات (PET)
از این دو پلیمر نیز جهت لعاب دادن ورقه های فولادی قلع اندود استفاده میگردد. این پلیمرها به یکی از سه روش ذیل بر روی ورق قرار میگیرند (شکل.(۱۵
روش : A استفاده از حرارت و بدون استفاده از هر نوع چسب. در این حالت دمای ورق بیشتر از نقطه
ذوب پلیمر (PET) است و پلیمر ذوب شده از حالت بلورین به صورت بیشکل (amorph) در می اید.
روش : B پلیمر با چسب آغشته شده و سپس روکش دهی انجام میگیرد و در آن دمای ورق کمتر از نقطه ذوب پلیمر (PET) میباشد و معمولا یک سطح ورقهای کروم اندود را با آن میپوشانند و سطح دیگر با لعابها و رزینها آغشته خواهد شد.
روش : C نوار ورق به چسب آغشته شده و سپس با PET یا PP پوشانده میگردد.
لعابها معمولا بر حسب مورد در ضخامت ۰/۰۰۲۵ تا ۰/۰۱۲۷ میلیمتر به کار میروند و بین ۳ تا ۹ گرم از آنها برای پوشش هر متر مربع ورق قلع یا کروم اندود مصرف خواهد شد.
جدول -۴ تاثیر نورد سرد ونوع تنش زدایی بر خصوصیات و کاربرد ورق های فولاد
شکل-۱۵ روش های تثبیت پلیمر بر روی ورق قلع اندود.
فولاد و مایکروویو
با توجه به اینکه امواج ماکرویو امکان عبور از فولاد را ندارند بنابراین به سوی ماگنوترون بازگشته می توانند باعث اتش سوزی گردند.
چند اصطلاح رایج در صنعت تهیه ورق (قلعاندود)
: Temper designation -1 میزان سختی ورقهایی که یک بار توسط نورد سرد ضخامت آنها کاهش یافته و نشان دهنده خواص شکلگیری آنها میباشد
: Burr -2 برآمدگی در سطح ورق (حداکثر ۰/۰۵ میلیمتر قابل قبول است).
: camber -3 میزان انحناء در کناره های ورق و در هر متر ۱/۳ میلیمتر قابل قبول است.
: matte finish -4 جلای مات که پس از تثبیت قلع به روش الکترولیتی و قبل از سفیدگری دیده میشود. : cross bow -5 نوعی انحناء متقاطع که در طول ورق دیده میشود.
: feather edge -6 تفاوت ضخامت ورق در عرض آن است و در فاصله ۶ میلیمتر و ۲۵ میلی از لبه ورق اندازهگیری خواهد شد. تفاوت این دو نباید از ۱۵ درصد (ضخامت موردنظر) تجاوز نماید.
: crown -7 تفاوت ضخامت ورق در مرکز عرض ورق و ۱۰ میلیمتری لبه ورق را گویند.
: out-of-square -8 میزان انحراف لبه دو ورق از خط راست هنگامی که با زاویه قائمه بر روی یکدیگر قرار میگیرند که در هر سوی نباید از ۱/۵ میلیمتر بیشتر باشد.
: steel density -9 که برای ورقهای فولادی مناسب جهت قلع اندود نمودن ۷۸۵۰ kg/m3 میباشد g/cm3)
.(۷/۸۵
: nominal tin coating weight -10 مقدار قلعی که بر روی سطوح ورق فولادی قرار میگیرند که معمولا اندکی کمتر از مقدار واقعی است.
: differentially coated tin plate -11 نشان دهنده تفاوت در میزان قلع تثبیت شده بر هر سطح فولاد است. مثلا
D 5/6 / 2/8 ، حرف D نشان دهنده تفاوت میزان قلع در هر سطح، عدد سمت چپ، نشان دهنده میزان قلع در سطح خارجی یا بالائی و عدد سمت راست نشان دهنده میزان قلع در سطح داخلی (زیرین) میباشد.
در مواردی از هارد باکس میتوان برای بسته بندی مواد غذایی استفاده کرد که نیاز به ماندگاری طولانی ندارند و برای هدیه استفاده می شوند.
آلومینیوم از فلزاتی است که جهت ساخت ظروف بسته بندی به وفور مورد استفاده قرار مـیگیـرد. از آن همچنین بصورت ورقه های نازک (foil) و یا لوله های قابل جمع شدن نیز استفاده میگـردد. آلومینیـوم عنصـری نقره ای رنگ است که خاصیت چکشخـواری و لولـه شـدن بسـیار خـوبی دارد. وزن مخصـوص پـائین، قـدرت انعکاس نور، مقاومت به اکسید شدن از دیگر مزایای این عنصـر مـی باشـند. آلومینیـوم سـومین عنصـر فـراوان در پوسته زمین است که همواره بصورت ترکیب با سایر عناصر وجـود داشـته و بصـورت املاحـی ماننـد بوکسـیت، کورانـــدوم (corundum)، تورکـــوییز (turquoise)، اســـپانیل (spinel)، کـــائولین (kaolin)، فلدســـپار (feldspar) و میکا (mica) دیده می شود.
بوکسیت (bauxite) اقتصادی ترین منبـع جهـت تولیـد ایـن عنصـر می باشد. بوکسیت حاوی تا ۶۰ درصد آلومینا که نوع هیدراته (آبدار) اکسید آلومینیوم می باشد، است. معمـولا از هر ۴ کیلوگرم بوکسیت حدود ۱ کیلوگرم آلومینیوم بدست خواهد آمد.
در مقایشه این نو بسته بندی با قیمت هارد باکس یا جعبه های سخت به صرفه تر می باشد از نظر قیمت ولی باید در تیراژ بالا تولید شود.
فرآیند تولید آلومینیوم
برای تهیه آلومینا، بوکسیت در مجاورت سود سوزآور در معرض حرارت بالا قرار مـی گیـرد در نهایـت ترکیبی سفیدرنگ با ظاهری شبیه به آرد بدست خواهد آمد. در فرآیند تبدیل آلومینا به آلومینیـوم، ابتـدا آلومینـا در کرایولیت (cryolite) یا فلوئور مضاعف سدیم و آلومینیوم حل میشود.
این عمـل در ظـروف فـولادی کـه دیواره آنها با کربن پوشیده شده است انجام می گیرد. با ورود آند زغالی (کربنی) به درون محلول جریانی معادل ۵۰۰۰۰-۱۵۰۰۰۰ آمپر بین این آند و دیواره کربنی ظرف فولادی (پاتیل)، برقرار میشود. این جریان الکتریکـی، مولکولهای آلومینا را احیا کرده و تبدیل به آلومینیوم و اکسیژن می نماید. اکسیژن با کربن آند ترکیب شده تولید CO2 مینماید و آلومینیوم که سنگینتر از کرایولیت است در کف پاتیل تهنشین میگردد.
ورقه های آلومینیومی
آلومینیوم تهیه شده و مذاب با خلوص ۹۹/۲-۹۹/۵ درصد سپس وارد قالب شده (ریختهگـری) بصـورت تختال (slab) بـا طـول حـدود ۶ متـر و ضـخامت حـدود ۷ میلـی متـر در مـی آیـد. ایـن تختـال پـس از ورود بـه غلطک های گرم و از ضخامت حدود ۷ میلیمتر تبدیل به نواری با ضخامت ۰/۶ میلیمتر خواهد رسید.
در مرحله بعد ابتدا عمل استرسزدایی (annealing) بر روی آن انجام گرفته و سپس چهار بار از غلطکهای سـرد عبـور داده می شود تا ضخامت آن به ۰/۰۳۷ میلی متر برسد و در نهایـت پـس از آنکـه مجـددا و توسـط غلطـک هـایی، ضخامت آن به ۰/۰۰۲-۰/۰۰۷ میلی متر رسید، مجددا استرس زدایی می گردد. از نازکترین ورقههای تولید شـده در بسته های قابل انعطاف استفاده می شود.
ورقه های ضخیم تر ۰/۱) تـا ۰/۲ میلـی متـر) جهـت تولیـد قـوطی بکـار گرفته می شود. استفاده از غلطک های سرد جهت کـاهش ضـخامت اگـر همـراه بـا اسـترس زدایـی نباشـد باعـث میگردد تا آلومینیوم شکننده گردد کـه اصـطلاحا بـه آن (h-temper) hard-temper گفتـه مـیشـود و در مواردی که انعطاف پذیری مورد نیاز است مناسب نیست، هرچند که از آن جهت میتوان برای بسته بندی بلیسـتر (blister) مانند آنچه در مورد دراژه ها در صنایع بسته بندی موادغذایی معمول می باشـد، بهـره گرفـت. در ایـن موارد با فشار آوردن به دراژه از روی پوشش پلاسـتیکی، ورقـه آلومینیـومی براحتـی پـاره خواهـد شـد.
معمـولا ورقه های آلومینیومی بسیار نازک از خلوص بالایی برخوردار هستند و میزان منیزیم و منگنز در آنها بسـیار نـاچیز بوده و یا اصلا وجود ندارد. از این نوع آلومینیوم تحت عنوان سری ۱۰۰۰، انواع ۱۰۵۰، ۱۱۰۰ و ۱۲۳۵ را میتوان نام برد که همگی جهت تولید انواع ورقههای نازک (ازته) و یا لوله های قابـل انعطـاف (flexible tube) بکـار می روند.
ورقه هایی که دارای ۱-۱/۵ درصد منگنز (سری (۳۰۰۳ و همین مقدار منگنـز همـراه بـا /۸-۱/۳ منیـزیم باشند (سـری (۳۰۰۴ بـرای سـاخت قوطیهـای بـدون درز و یـا درب تـاجی شـکل (crown) نوشـابه هـا اسـتفاده می گردد. از آلیاژهای سخت تر آلومینیوم که دارای درصدهای بالاتری از این دو عنصر باشند، مـثلا سـری ۵۱۸۲ که دارای ۴ تا ۵ درصد منیزیم است، برای ساخت انتهای فوقـانی قـوطی هـا (درب) اسـتفاده مـی شـود. جـدول ۱ تعدادی از این آلیاژها همراه با عناصر موجود در آنها و کاربرد هر یک را نشان میدهد.
جدول -۱ ترکیب شیمیایی چند نوع آلیاژ پر مصرف آلومینیوم در بسته بندی موادغذایی
نوع آلیاژ
کاربرد(ها)
سیلیس
آهن
مس
منگنز
منیزیم
کروم
روی
تیتانیوم
۱۰۵۰
ورقهها و لولهها
۰/۲۵
۰/۴
۰/۰۵
۰/۰۵
–
–
۰/۰۳
۰/۰۳
۱۱۰۰
ورقهها و لولهها
۰/۴
۰/۶
۰/۰۵
۰/۰۵
–
–
۰/۱
–
۳۰۰۳
دیواره قوطیها
۰/۷
۰/۰۵
۱/۵
–
–
۰/۱۰
–
۳۰۰۴
در بطری ها
۰/۳
۰/۷
۰/۲۵
۱/۵
۱/۳
–
۰/۲۵
–
۵۰۸۲
در قوطیها
۰/۲
۰/۳۵
۰/۱۵
۰/۵
۵
۰/۱
۰/۲۵
۰/۱
خواص ورقه های آلومینیومی
الف: قابلیت تشکیل ورقههای بسیار نازک
ب: غیرقابل نفوذ به بخار آب بگونهای که در ضـخامت ۸/۹ میکرومتـر کمتـر از ۰/۳ گـرم بخـار آب بـه ازای هر مترمربع در ۲۴ ساعت و در درجه حرارت ۳۸ درجه سانتیگراد، بخار آب از آن عبور مینماید.
ضخامت ۲۵/۴ میکرومتر و بالاتر هیچگونه بخار آبی را از خود عبور نمـیدهـد و در صـورتی کـه ضـخامت ورقـه بـه ۸/۹ میکرومتر رسیده، و لایهای از مواد پلیمری بر روی آن قرار میگیرد نیز عملا بخار آب از آن عبور نخواهد کرد.
آلومینیوم نفوذناپذیری خوبی نیز به گازها دارد.
ج: مقاوم به خوردگی، اکسید آلومینیوم که بطور طبیعی بر روی ورقـه تشـکیل مـیشـود بـه شـکل قابـل توجهی نسبت به خوردگی آن را مقاوم مینماید.
د: سازگار با موادغذایی و دارویی و آرایشی بطوری که هیچگونه مسمومیت را بوجود نمیآورد. هرچند اخیرا علائمی از ارتباط این عنصر با آلزایمر آشکار شده است.
ه : شکلپذیری آن بسیار خوب است و بسیار عالی “تا” میخوردِ(.(dead folding
و: عدم جذب که در محیط آبی با ثبات رسیده است. مطالعات اخیر البته حکایت از آن دارد که مقـادیر کمی از آن جذب بدن میگردد.
ز: مقاوم به چربی به شکلی که چربی جذب ورقه نمیگردد.
ح: بهداشتی بودن زیرا که با حرارت براحتی قابل استریل شدن است.
ط: فاقد هر نوع طعم و مزه است. این مزیت در قوطیهای فولادی وجود ندارد.
ی: عدم عبور نور که در موارد متعددی از همین خاصیت استفاده میشود.
ک: قابلیت بهم چسبیدن که هم بواسطه خاصـیت تـاخوردگی خـوب آن بـوده و هـم بـدلیل ذوب مـواد چسبنده پلیمری بر روی آن میباشد.
ل: فقدان خاصیت مغناطیسی و ایجاد نوعی حفاظت در مقابل جریانهای مغناطیسی.
م: آتشگیر نبودن که از آن برای جلوگیری از آتش گرفتنهای خودبخود مواد پلیمری استفاده میشود، بدین ترتیب که در میان لایه های پلیمری قرار گرفته از تجمع الکتریسیته ساکن در آنها جلوگیری مینماید.
ن: وزن محصولات ساخته شده از آن در مقایسه با قوطیهای فولاد بسیار کمتـر اسـت و بنـابراین حمـل و نقل را راحتتر میکند.
قوطی های آلومینیومی
هرچند استفاده از ورقه آلومینیومی و تبدیل آن به قوطی سابقه بسیار طولانی دارد، اما تهیه قوطی های دو قسمته ( که اکنون نیز نیاز بازار را به شکل وسیعی تأمین میکند) از حدود اواسط دهه ۶۰ میلادی آغاز شـد. ایـن نوع قوطی ها صرف نظر از آنکه نشت در آنها بواسطه عدم وجود درز جانبی کمتر اتفاق میافتد، براحتی نیز قابـل بازیافت بوده و بنابراین عامل بزرگی در صرفه جویی بشمار می آید.
اولین قوطیهای آلومینیومی از ورق بـا آلیـاژ ۳۰۰۴ ساخته شدند و دارای ضخامت (gauge) برابر ۰/۴۹۵ میلیمتر ۴۹۵) میکرومتر) بوده، وزن هر هزار عدد از این قوطیها بالغ بر ۱۹ کیلوگرم میشد. ساخت قوطی به دو روش drawn and Ironed و یـا فرآینـد draw and redraw انجام میگیرد. در هر دو روش مراحل اولیه مشابه یکـدیگر مـی باشـند.
ابتـدا دیسـک (صـفحات کروی شکل) بوسیله دستگاه پرس از نوار آلومینیومی جدا می شود، سپس این دیسک بـا اسـتفاده از یـک سـمبه (ram) و یا قالب (die) هیدرولیکی بصورت یک ظرف فنجانی شکل در میآیند. از این مرحله به بعد دو روش فوق دارای تفاوتهایی هستند. در روش اول .(D&I) فنجان با فشار یک سمبه از میان یک سری از قالبهایی که قطر آنها رفته رفته کوچکتر می شود عبور داده می شود. بدین ترتیب بدنه ظـرف کشـیده شـده و از ضـخامت آن کاسته خواهد شد.
در روش دوم (D&R-D) نیز مانند روش اول، فنجان بـا فشـار سـمبه از میـان قالـب هـا عبـور می نماید اما در حالت دوم، محیط فنجان صرفا تا حدی که کمی از ضخامت آن کاسته شود کشیده خواهد شـد.
به این ترتیب ضخامت فنجان اولیه کمی بیشتر از آنچه در روش اول به دست می آید خواهد بـود. پـس از آنکـه بدنه قوطی ساخته شد، قسمت فوقانی آن صاف شده (trimmed) و بر روی آن قلاب ایجاد می شـود.
شـکل ۱ تمامی مراحل ساخت قوطی به روش D&I را نشان میدهد که طی آن چند مرحله پخت لعابهای داخلـی و یـا رنگ پاشیده شده بر سطح قوطی نیز وجود داشته کنترل قوطی از نظر وجود سـوراخ هـای ریـز انجـام مـی گیـرد.
شـکل ۱ تمامی مراحل ساخت قوطی به روش D&I
امروزه اکثر قوطی ها دارای گردن بطرف داخل (neck-in) هستند که البته بیشـتر در قـوطی هـایی کـه بـه روش
D&I تهیه می شوند صدق می کند گردن گذاری بر روی قوطی باعث مـی شـود تـا از قطـر درب کاسـته گـردد.
شکل ۲ درب قوطی آلومینیومی با گیره در رو و شیار کم عمق در پشت
درب قوطی ها هم با استفاده از پرس بصورت صفحات کروی شکل در میآید. این صفحات وارد پرس دیگری می شوند که با دقت فراوان عمل »خط زنـی(Scoring) « را بـا ایجـاد شیارهای کم عمق انجام میدهد. همزمان گیره مخصوص بر روی آن پرچ (Rivetting) میگردد(شکل .(۲ شکل -۲در قوطی نوشابه با گیره در رو و شیار کم عمق در پشت گیره ها در ابتدا بصورت کامل جدا می شد و گاهی با افتادن به درون قوطی مشکلاتی را پدیـد مـی آورد .
آلومینیومی باید مورد توجه قرار گیرد خراشیده شدن قوطی در حین فرآیند ساخت است کـه نـه تنهـا بـه قـوطی آسیب می رساند بلکه باعث تجمع ذرات آلومینیوم بر روی دستگاهها نیز می شود. برای رفع این مشـکل، اسـتفاده از تجهیزات پوشانده شده با کروم و یا تفلون توصیه میشود.
شکل -۳ گیره استاندارد (الف) و گیره های جدید(ب)
همچنین علیرغم آنکه آلومینیوم مقاومت خوبی را به خوردگی دارد، امـا گـاهی در مجـاورت برخـی از نوشابه ها و غذاها، ممکن است خوردگی در آن دیده شود. هرچنـد مـی تـوان مقاومـت بـه خـوردگی را بـا تهیـه آلیاژها، افزایش داد، اما در محصولاتی چون آب میوهها و نوشابهها لازم است از لعابهایی که سـطح داخلـی را میپوشانند نیز استفاده گردد که عموما از مواد آلی میباشند.
جدول -۲ لعاب های مورد استفاده جهت پوشش سطح داخلی قوطی آلومینیومی
محصول
بدنه قوطی
درب قوطی
ماءالشعیر
اپوکسی وینیل
اپوکسی وینیل
نوشابه
اپوکسی وینیل
محلول وینیل
ساردین
اپوکسی فنولی
اپوکسی فنولیک
پودینگ
فنولیک وینیل
فنولیک وینیل
کاهش وزن قوطی
همانگونه که ذکر شد وزن هر هزار قوطی اولیه به ۱۹ کیلوگرم می رسـید. ایـن وزن اکنـون کمتـر از ۱۳ کیلوگرم است. این کاهش در چند بخش صورت پذیرفته است که عبارتند از:
الف- کاه ضخامت بخ های انتهایی:
با توجه به اینکه اگر این قوطی ها تحت فشار هستند، باید بگونه ایی طراحی گردند کـه فشـارهای بـالا را تحمل نمایند.
در این زمینه ضخامت، ساختار و آلیاژ بخش های انتهایی دارای اهمیت بسـیاری اسـت. زمـانی کـه قوطی ها با کف مسطح ساخته می شدند لازم بود که از ضخامت ۴۰۶-۴۱۹ میکرومتر استفاده گردد، اما اکنون بـا بکارگیری طرحهای جدید مثلا سـاختار گنبـدی شـکل، ضـخامت بـه ۳۲۰ mm رسـیده و در آینـده نزدیـک بـه ضخامت های حدود ۲۵۰ میکرومتر نیز خواهد رسید.
درمورد در همانگونه که قـبلا ذکـر شـد بـا افـزایش مقـدار عناصری چون منیزیم و منگنز، مقاومت آن را افزایش داده و در مقابل از ضخامت آن کاست هاند.
ب – کاه ضخامت بدنه:
در مورد ضخامت بدنه نیز امروزه به جای ضخامت های ۱۳۲-۱۳۵ میکرومتر، اکنون قوطیهـا بـا بدنـه ای که ضخامت آن به کمتر از ۱۱۴ میکرومتر رسیده تولید میشوند.
ج- کاه ق ر در:
از دیگر عوامل کاهش وزن، کم کردن از قطر در فوقانی از طریق گردنگـذاری بـر روی قـوطی اسـت.
این گردن میتواند بصورت ساده (Spin neck) و یا پلکانی دیده شود (شکل (۴
شکل-۴ قوطی های الومینیمی با گردن های ساده و پلکانی امروزه تهیه قوطی هایی با ۴ گردن کاملا معمول میباشد ضمن آنکه در موارد خاص تهیـه قـوطی بـا ۱۴
گردن نیز گزارش شده است. جدول ۳ اثر روشهای فوق در کاهش قطر قوطی در قسمت فوقانی را نشان میدهد.
جدول -۳ اثر ایجاد گردن بر قطر قوطی الومینیومی
نوع قوطی
قطر(سانتیمتر)
ضخامت (اینچ)
اولیه
۶/۸۳
(۲ ۱۱ /۱۶) ۲۱۱
۴ گردن
۶/۰۳
(۲ ۶/ ۱۶) ۲۰۶
ساده
۵/۷۱
(۲ ۴/ ۱۶) ۲۰۴
۱۴ گردن
۵/۴۰
(۲ ۲/ ۱۶) ۲۰۲
با توجه به کاهش ضخامت قوطی های آلومینیومی، لازم است با استفاده از روشهای گونـاگون بـه نـوعی فشار درونی قوطی افزایش یابد تا بدین ترتیب استحکام قوطی حفظ شود. در مورد قوطی های نوشابه گازدار این عمل با استفاده از گازکربنیک موجود صورت میگیرد. در محصولاتی که فاقد گازکربنیک هستند، افزودن گاز ازت از اولین راه حل هایی بود که انجام گرفت گرچه چندان با موفقیت روبرو نشد.
در سالهای اخیر، تزریق گـاز ازت بصورت استفاده از نیتروژن مایع و بلافاصله پس از پر کردن محصول در بسته و قبل از درببندی این امکان را فراهم آورده است که به فشار برابر با فشار موجود در قوطیهای نوشابه گـازدار دسـت یافـت. در ایـن سیسـتم دستگاه تزریق مستقیما بر روی خط پرکن کمی بالاتر از درب فوقانی قوطیها نصب میشود.
لوله ها (تیوبهای) آلومینیومی قابل انعطاف
از این نوع بستهها، در ابتدا برای مصارفی غیر از موادغذایی، مثلا خمیردندان استفاده میشد، ولی اکنـون از آنها برای بسته بندی موادغذایی نیز استفاده می گردد. محصولاتی که به این روش بسته بندی مـیشـوند نـه تنهـا دارای عمر نگهداری بسیار خوبی هستند، بلکه استفاده از آنها بسیار راحت و آسـان اسـت، بگونـه ای کـه بعنـوان مثال می توان با قرار دادن یک قاشق پلاستیکی یکبار مصرف از آنها به شکل مناسبی جهت تغذیه کودکـان و یـا بیماران استفاده کرد.
تولید لوله های آلومینیومی بسیار شبیه به ساخت قوطی های دو قسمته اسـت. فرآینـد بـه ایـن ترتیب است که ورقه آلومینیومی نسبتا خالص (بترتیبی که شکل دهی آن آسان باشد) توسط یـک سـمبه و قالـب تحت فشار قرار می گیرد تا شکل اولیه بدست آید و سپس با عمل کشـیدن بـه طـول نهـایی خـود خواهـد رسـید
(شکل .(۵ بعد از انجام trimming و حذف لبه های زائد برای آنکه لولـه خواصـی شـبیه لولـه هـای نـرم و قابـل انعطاف پیدا کند، مقداری گرم شده و از درون توسط لاکهای اپوکسی پوشانده میشود. بعد از پر کردن لوله با محصول که از طریق انتهایی صورت می گیرد، این قسمت تاخورده و بصورت مـانع در مـی آیـد تـا یـک حفـاظ مناسب در مقابل آلودگیها باشد (شکل .(۶ عمر نگهداری محصول بعد از باز کردن آن بستگی بـه زمـان و نحـوه نگهداری دارد.
شکل-۵ نحوه شکل دهی ورق آلومینیومی به تیوب
مزیتی که این نوع بستههـا در مقایسـه بـا سـایر ظـروف دارنـد آن اسـت کـه در حـین اسـتفاده از محصول، حجم بسته نیز کاهش مییابد، بطوریکه حجم هوای در تماس با ماده غذایی کم و بیش ثابت مـیمانـد.
این موضوع خصوصا در محصولات مانند سس گوجه فرنگی که در مجاورت هوا تیـره مـیشـود، کـاملا صـادق میباشد.
شکل-۵ نحوه شکل دهی ورق آلومینیومی به تیوب شکل-۶ نحوه انسداد بخش انتهایی تیوب
شکل-۶ نحوه انسداد بخش انتهایی تیوب
ظروف بسته های نیمه سخت و قابل انعطاف
از آلومینیوم برای ساخت چنـین ظروفـی نیـز اسـتفاده مـیگـردد. کیسـه هـای چنـد لایـه ( laminated (pouches و ظروفِپِرسی (شکل (۷ از جمله این بستهها میباشند.
شکل -۷ چند نوع ظرفِ پِرسی آلومینیومی
در این موارد، این امکان فراهم آمده است که با مـواد پلاسـتیکی، کاغـذ، چسـب هـا و لعـاب بـه همـراه آلومینیوم ظروف مناسبی حاصل گردد، بشکلی که حتـی کیسـه هـای چنـد لایـه قابـل رتـورت نیـز اکنـون تولیـد می شود. از مزایای بسیار خوب این نوع بستهها آن است که حرارت به سـرعت بـه داخلـیتـرین قسـمت هـا نفـوذ خواهد کرد. بدون آنکه محصول مجاور دیواره، حرارت بیش از حـد (آنچنـان کـه در بسـته هـای بـزرگ اتفـاق میافتد) را تحمل نماید.
به این نکته نیز باید اشاره نمود که محصول پس از فرآیند سریعتر نیز سرد میگردد.
واکنش موادغذایی با لایه های آلومینیومی
می باشد. اصولا با طبقه بندی موادغذایی بر حسب میزان اسیدیته یـا pH ، مقـدار چربـی، مقـدار رطوبـت و غیـره می توان تا حدودی مناسب بودن این نوع پوششها را پیشبینی نمود. در همین مورد اثـر مـواد افزودنـی نیـز بایـد مورد توجه قرار گیرد.
الف: میوهها و سبزیها
در صورتی که در قوطی یا بسته بـدون لعـاب درونـی بسـته بنـدی شـوند باعـث خـوردگی و تولیـد گـاز هیدروژن خواهند شد. در بستههای دارای لعاب مشکل به مراتب کمتر دیده خواهد شد. گاهی تغییـر رنـگ مـثلا
در مورد سس سیب (درختی) دیده می شود. این حالت در قوطی های قلع اندود بدلیل اثر رنگ بر روی قلع کمتـر بروز می نماید. مربا و ژله در مقایسه با کمپوت هـا واکـنش کمتـری مـی دهنـد کـه بـدیل ویسـکوزیته بـالاتر ایـن محصولات است. در مورد آب میوهها کاهش عطر و طعم دیده شده است که میتواند بواسطه جذب آنها توسط لعاب درونی باشد. بطور کلی در مقایسه بین میوه ها و سبزیها، عمر نگهداری دسته اخیر در قوطیهای آلومینیـومی بیشتر از میوهها است.
ب: گوشت قرمز، ماهی و غذاهای دریایی
آلومینیوم پوشش بسیار مناسبی برای این دسته از مواد است و لکـه هـای سـیاه ناشـی از واکـنش آهـن بـا سولفید موجود در فرآورده گوشتی، در فراورده های بسته بندی شده در آلومینیـوم دیـده نمـیشـود. در مـواردی آلومینیوم در تخریب رنگ برخی از رنگیزه ها می تواند مشکلاتی را در بر داشته باشـد.
بعنـوان مثـال تغییـر رنـگ صورتی میگو به خاکستری گل آلود که متعاقب آن نوعی بوی هیدروژن سولفوره نیـز بـه مشـام مـی رسـد، از آن جمله میباشد، هرچند که با کاهش pH به حدود ۶ تا ۶/۴ میتوان به شکل موثری از بروز این مشکل جلوگیری نمود. ساردین اگر با سس خردل یا گوجه فرنگی پر شده باشد اسیدیته کل سـس نبایـد از ۳ درصـد بیشـتر باشـد چراکه در غیر اینصورت، سسها بدلیل اثر خورندگی حتی به لعاب نیز حمله کرده آن را از بین میبرند.
ج: نوشابههای گازدار
پرمصرف ترین محصول غذایی که در ظروف (قوطی) آلومینیومی بسته بندی می شود، به شمار مـی آینـد.
مطالعات نشان داده است که گاهی نوشابه هایی که دارای پایه سیتروسی هستند، بعد از ۶ ماه نگهداری در درجـه حرارت اتاق، کمی طعم خود را از دست داده اند.
در اینگونه موارد با توجه به اینکه برای ایجاد استحکام از گاز ازت استفاده شده تاثیر متقابل کمتـر دیـده شده است. البته در مواردی که پرکردن بصورت گرماگرم (hot filling) صـورت بگیـرد (مـثلا در مـورد آب میوه و نوشابههای ایزوتونیک)، واکنشهای متقابل ممکن است تا حدی اتفاق بیفتد.
مقایسه لایه آلومینیومی با سایر لایه های قابل انعطاف
مقایسه لایه آلومینیومی با لایه های قابل انعطاف مانند پلی اتیلن، پلی اسـتر، PVC، سـلولز اسـتات، کاغـذ کرافت، کاغذ مومی، کاغذ گلاسه، PVDC ، کاغذ آغشته به PVDC نشان میدهد که آلومینیوم در مـواردی مانند مقاومت به بخار آب، مقاومت به عبور گاز، مقاومت در برابر جـذب عطـر و بـو، مقاومـت بـه آب و چربـی نسبت به سایر لایه ها از موقعیت بسیار بهتری برخوردار است و صرفا از نظر مقاومـت بـه خـوردگی اسـت کـه در مرتبه پائین تری نسبت به پلی استر، پلیاتیلن، PVDC ، PVC و کاغذ آغشته به PVDC قرار میگیرد. ضمنا بر خلاف تصور عموم، موادغذایی بسته بندی شده در آلومینیوم را می توان در مایکروویو نیـز قـرار داد بـدون آنکـه خطری مگنوترون را تهدید نماید.
شکل -۸ چند نوع ظرفِ پِرسی آلومینیومی
بازیابی ظروف و لایه های آلومینیومی
به دلیل ترکیب ساده این ظروف، بازیابی ضایعات بسیار آسان و بـا صـرفه اسـت. طبـق آمـار موجـود در کانادا، ۹۶ درصد قوطیهای نوشابه آلومینیومی بفروش رفته، بازیافت شده و مجددا در چرخه قرار میگیرند.
شیشه قرن هاست که در اختیار بشر قرار گرفته است. در ابتدا، کاربرد ساده ای داشته و از آن جهـت تهیـه ظروف آبخوری، تنگهای آب و مانند آن استفاده شده و میشود (شکل (۱ اما اکنون مادهای است که در صنعت تکنولوژی کاربرد بسیار وسیعی دارد. مثال ها در این زمینه، حباب لامپ ، فایبر گلاس، فیبر نوری و شیشـه جـام می باشند. شیشه اما هنوز بیشترین کاربرد را بعنوان یک ماده اولیه جهت بسته بندی مواد غذایی داراسـت، بطـوری که، نقش خود را بشکل موثری حفظ نموده است. عوامل متعددی در بکارگیری ظروف شیشه ای دخالت داشـته بعنوان مزایا نسبت به بسته بندی جعبه هارد باکس برای آن بشمار میآیند که از آن جمله میتوان به موارد ذیل اشاره نمود:
۱ – شفافیت
یکی از مهمترین مزایای ظروف و بستههای شیشهای، شفافیت آنها است و بـدین ترتیـب مصـرف کننـده قادر خواهد بود تا قبل از خرید فراورده، محتوی آن را مورد بررسی قرار دهد و به این ترتیب ضروری است کـه محتویات بسته های شیشه ای استانداردهای لازم حداقل از نظـر ظـاهر را دارا باشـند. اسـتفاده از ظـروف شیشـه ای شفاف به تشخیص و هدایت مشتریان کمک می نماید.
شکل – ۱ قرابه سنتی جهت نگهداری آب لیمو،آب غوره و سرکه
۲- استحکام
گرچه شیشه یک ماده شکننده است، اما هنگامی که استحکام آن به عنوان مثال از نقطه نظر بار عمـودی
(head load) بررسی شود، دارای کیفیت قابل ملاحظهای است. شیشه در حالتی که تحت فشار باشد نیز مقاومت بسیار خوبی از خود نشان می دهد، هرچند مقاومت آن به کشش چندان قابل توجه نیست. شیشه ماننـد یـک مـاده الاستیک از خود رفتار نشان می دهد و می تواند مقداری انرژی را در خود جذب نمایـد. ایـن خاصـیت خصوصـا هنگامی که ظروف شیشه ای با ضخامت نه چندان زیاد ساخته می شوند از اهمیت بالایی برخوردار است. طراحـی نیز عاملی خواهد بود که مقاومت به فشار را تعدیل نموده، باعث توزیع یکنواخت آن در درون ظرف خواهد شد.
۳- شکل پذیری
شیشه یک ماده ترموپلاستیک است که تقریبا۲ دارای نقطـه ذوب مشخصـی نمـی باشـد. تصـویر شـماره ۲
بطور شماتیک تغییرات ویسکوزیته تحت تأثیر حرارت در مورد شیشه و فلز را نشان میدهد.
شکل – ۲ تغییرات ویسکوزیته تحت تأثیر حرارت در مورد شیشه و فلز
شکل -۲ رفتار شیشه و فولاد در مقابل درجه حرارت بالا همانگونه که ملاحظه میگردد فلزات ابتدا مقاومت بالایی را به درجه حرارت نشان داده و سـپس سـریعا در یک درجه حرارت خاص ذوب شده و در نتیجه ویسکوزیته بشدت کاهش مییابـد. در مـورد شیشـه کـاهش ویسکوزیته تدریجی بوده و بدلیل همین تدریجی بودن تغییرات است که شکل دهی بـه آن توسـط ابـزار مناسـب براحتی امکان پذیر می باشد، بگونهائی که می توان بسته هایی که از نظر شکل نیـز تـداعی کننـده محصـول هسـتند (مثلاعسل در بسته های شبیه خرس یا کندو) را تولید نمود.
ظروف شیشه ای ظروفی میان تهی بوده و بسـیار شـبیه به ظروف فلزی دو قسمتی می باشند و از این رو فاقد هرگونه درز جانبی یا انتهایی هستند. با توجه به اینکه ایجـاد شیار بر روی سطح خارجی شیشه در قسمت های فوقـانی کـه جهـت درب بنـدی مـورد نیـاز مـی باشـد (finish)
بسادگی میسر است، بنابراین از این نظر نیز شیشه دارای مزیت نسبی میباشد.
۴- ترکیب شیمیایی و واکنش ناپذیری
ترکیب مواد اولیه مصرفی جهت تولید ظرف شیشه ای به گونهای است که آن را به کلیه مواد غذایی اعم از جامد یا مایع و یا گاز مقاوم می سازد و بدین ترتیب هیچگونه پوشش داخلی مورد نیاز نمیباشد. تنها اسـتثنا در این زمینه تاثیر مواد قلیایی قوی است که در البته در صنایع بسته بندی موادغذایی کـاربرد نـدارد. همچنـین گـاهی مواد حساس به قلیا بهتر است که در ظروف شیشهای بسته بندی نگردند که این مورد هـم بیشـتر در مـورد برخـی داروها و یا فرآورده های خونی صدق می نماید.
به هرروی در صورت نیاز از فرآیند سولفاته کردن جهت زدودن یون های سدیم از سطح شیشه استفاده می گردد. . بدلیل ثبات شیمیایی آنها را می توان بدون آنکه دچـار هـر نـوع تخریب سطحی شوند، در یک دوره طولانی نگهداری نمود
۵- مقاومت حرارتی
تمامی ظروف شیشه ای پس از سـاخته شـدن در درجـه حـرارت نزدیـک بـه ذوب مجـددا۲ حـرارت داده می شوند ( ۵۴۰–۵۷۰ °C ) تا بدین ترتیب فرآیند استرس زدایی در آنهـا انجـام شـود، از ایـن رو مـی تـوان انتظـار داشت که این ظروف براحتی درجه حرارت های پاستوری شدن، سترون سـازی و حتـی شـوک هـای حرارتـی (
برنامه های گرم و سرد کردن) را تحمل نمایند. در این زمینه مقاومت آن را براحتی می توان با افزودن مـوادی بـه ترکیب اولیه شیشه مثلااکسید بور ( boric oxide) مانند آنچه در ظروف بوروسیلیکات ( با نام تجـارتی (pyrex
دیده میشود، بشکل محسوسی افزایش داد.
۶- نفوذ ناپذیری
شیشه به تمامی گازها و بخار آب نفوذناپذیر است و بعنوان مثـال نشـت گـازCO2 مصـرفی جهـت تولیـد نوشابه های گازدار در عمل صفر میباشد.
۷- رنگ
هرچند اکثر ظروف شیشه ای بصورت بیرنگ و شفاف ساخته میشوند، امـا مـیتـوان بـدلایل مختلـف و بسادگی رنگ شیشه را به سبز، کهربایی، شیری رنگ، قهوه ای و … نیز تغییر داد. با توجه به ضرورت اسـتفاده از رنگ در مواردی مانند بسته بندی شیر، ماء الشعیر و یا نوشابه های بدون رنگ (up-type) اهمیت تولید رنگ بیشتر آشکار می گردد. جهت ایجاد رنگ در شیشه، از مقادیر جزئی مواد و ترکیبات شـیمیایی همچـون اکسـید کـروم (برای رنگ سبز)، آهن، گوگرد و کربن (جهت تولید رنگ زرد کهربایی) و اکسید کبالـت (بـرای رنـگ آبـی) استفاده می شود.
در صورتی که هدف تولید بلور یا شیشه های بدون رنگ باشد رنگ برهایی مانند سلنیوم، نیکـل و کبالت به خمیر شیشه اضافه میگردد.
۸- قابل برگشت بودن
در این زمینه هزینه های اقتصـادی نقـش مهمـی را ایفـا مـی نماینـد، هرچنـد نیازمنـد وجـود سیسـتم هـای جمع آوری و حمل و نقل مناسب است. علاوه بر این در بحث ساخت شیشه به اثری که اسـتفاده از خـرده شیشـه
(cullet) در کاهش موثر مصرف انرژی دارد نیز اشاره خواهد شد.
۹- قابلیت استفاده مجدد
در بسیاری موارد حتی اگر ظروف قابل برگشت نباشند، می توان از آنها مجددا۲ استفاده نمود آنچنان کـه در منازل بشکل گسترده ای معمول است. برخی از تولیدکنندگان گاهی بسته هـای شیشـه ای را بگونـه ای طراحـی می کنند که با خرید محصـول، نـوعی جـایزه نیـز نصـیب مشـتریان خواهـد شـد. مثـال در ایـن مـورد بسـته بنـدی شکلات های صبحانه ای و یا عسل در بستههای لیوانی شکل است. این نکته را هم می توان افزود که بـا توجـه بـه ایمن بودن شیشه، استفاده از این ظروف در مایکروویو به منظور گرم کردن مجدد بلامانع می باشد.
ساخت ظروف شیشهای و نکات مهم مربوط به آن
۱- مواد اولیه
مهم ترین ماده مصرفی در تهیه شیشه مذاب و شکل دهی آن، سیلیس (Sio2) می باشد کـه ترکیـب عمـده شن و ماسه بحساب می آید که بطور طبیعی ۹۹ درصد آن را Sio2 تشکیل مـیدهـد. بـر حسـب مقـدار ناخالصـی موجود در شن و رنگ شیشه مورد نظر، تصفیه شن صورت میگیرد.
در صورتی که سیستم برگشـت شیشـه هـای مظروف به کارخانه وجود داشته باشد، دومین منبع مهم را همین شیشهها و یا خرده شیشه تشکیل میدهد. بخشـی از این خرده شیشه مربوط به ظروفی است که در حین کنترل کیفی مـردود شـده و مجـددا۲ بایـد ذوب شـوند. دو جزء بعدی و مهم، کربنات سدیم ( Na2Co3) و سنگ آهک (CaCo3) هستند. این دو ترکیـب در فرآینـد ذوب دمای ذوب را کاهش داده و تولید مقادیر زیادی گاز دی اکسیدکربن می نمایند که در حین حرارت دادن خـارج می گردد و همراه خود حبابهای هوا را خارج مینماید.
آلومینا (AL2O3) هم هرچند نه در حد وسیع در فرمـول وجود دارد. عمل اصلی آن بهبود و افزایش پایداری شیمیایی شیشه است. از مواد کمکی جهت افـزایش سـرعت
ذوب و خارج کردن گاز می توان استفاده نمود چراکه در غیر اینصورت درجه حرارت های بسیار بالا و زمانهـای طولانی مورد نیاز خواهد بود تا حباب ها کاملاخارج شوند.
از جمله این مواد مـیتـوان بـه ترکیبـات سـولفاته یـا سولفیدی اشاره نمود. در مورد رنگ، نکته حائز اهمیت آن است که تغییر رنگ از نوعی به نوع دیگر فرآیندی بسیار زمان بر می باشد و معمولاتا ۳۶ ساعت بطول میانجامد. امروزه برای غلبه بر این مشکل بجای افـزودن مـواد رنگی در کوره، آن ها را در پیشانی کوره (forehearth) که کوره را به دسـتگاه تولیـد ظـروف شیشـه ای متصـل می کند، اضافه می نمایند، هر چند با توجه به این که کوره اصلی، حاوی شیشه مذاب بـی رنـگ اسـت، بنـابراین نمی توان ضایعات شیشه رنگی که بدین ترتیب ساخته شده را به کوره بازگرداند.
انتقال مواد خام به درون کـوره به دو روش استفاده از مارپیچ ارشمیدسی و یا تیغه های عمودی متحـرک (ماننـد آنچـه در قسـمت جلـویی یـک بولدوزر دیده می شود)، انجام می گیرد. معمولامارپیچ، مواد را بصورت تپه ای (pile) وارد کوره مـیکنـد، حـال آنکه ورود مواد توسط تیغه الوار مانند (Log) خواهد بود. در هر صورت تجزیه ترکیبات کربناته و انجـام برخـی از واکنشهای شیمیایی در بدو ورود مواد اولیه و هنگامی که بصورت شناور بر روی توده مذاب قرار مـی گیرنـد، صورت خواهد گرفت.
۲- کوره و تجهیزات وابسته به آن
کوره معمولامستطیل شکل و تا ظرفیت ۴۰۰ تن ساخته مـیشـود و از یـک طـرف مـواد اولیـه وارد و از انتهای دیگر آنها شیشه مذاب خارج خواهد شد. درجه حرارت کوره تا ۱۵۰۰ درجه سانتیگراد میرسد، هرچند که در صورت استفاده از شیشه های بازیافتی ( recycled) و یا خرده شیشه (cullet) میتوان درجه حرارت را بین
۳۰۰ تا ۴۰۰ درجه سانتی گراد کاهش داد. دیواره کوره از قطعات بسیار بزرگ سیلیس ساخته شده اند که قابلیـت انعکاس حرارتی بالایی دارند. در ترکیب آنها و برای افزایش مقاومت، از آلومینا و اکسید زیرکونیوم نیز استفاده شده است. هر کوره از دو بخش تشکیل شده است که بوسیله یک قسمت شبیه به گلو شتر (depressed throat)
به یکدیگر متصل هستند. در قسمت اول مواد ورودی به صورت مذاب درآمده و ناخالصیها رسوب مـی نماینـد.
شیشه مذاب تحت تاثیر حرکت رانشی و از طریق شتر گلو از قسمت اول (پیش کوره) به قسـمت دوم یـا محفظـه کار (working chamber) وارد میشود. هدف عمـده از تعبیـه بخـش دوم در کـوره اولاتهیـه شیشـه مـذاب بـا خلوص بالا و ثان۲یا کاهش اندک درجه حرارت است بگونها ی که بتوان در مراحل بعدی شیشه مذاب را براحتـی وارد ماشین های ساخت شیشه نمود.سطح فوقانی کوره از قطعات سیلیسی خالص و بصورت مشبک (checkers)
و هلالی شکل ساخته می شود تا ضمن انعکاس حرارت به سطح توده مذاب شیشه، به خـروج گازهـا نیـز کمـک نماید. در کوره ها بخشی بـه نـام »بازیـاب حرارتـی(regenerator) « قـرار دارد کـه وظیفـه آن بازیافـت حـرارت خروجی از کوره و بازگرداندن آن به کوره می باشد. (شکل (۳ شیشه کـاملامـذاب همانگونـه کـه ذکـر شـد بـه پیشانی کوره (forehearth) وارد می شود که خود از دو قسمت خنک کننده پشتی و میانی و یک بخش مشروط کردن (conditioning) تشکیل شـده اسـت (شـکل .(۴ در قسـمت خنـک کننـده پشـتی، کـفگیـری و خـروج حباب ها نیز صورت می گیرد، زیرا که هنوز درجه حرارت توده خمیری شکل شیشه بالا می باشد.
با عبور توده از این قسمتها، درجه حرارت باز هم کاهش یافته تا در نهایت وارد بخش دیگری بنـام سیسـتم توزیـع ( feeding (distribution system گردد که شامل یک تا چهار بخش حلقوی شکل از جنس سرامیک است
شکل -۳ساختمان کوره ذوب شیشه
. این سیستم در انتهای پیشانی کوره قرار گرفته است. در همین قسمت است که کار تشکیل لقمـه (gob)
توسط پیستونهایی که بصورت عمودی رفت و برگشت انجام میدهند، صورت میگیرد (شکل .(۵
شکل -۴ نمای کناری و از بالای دستگاه پیشانی کوره
این لقمه ها ( که برحسب اندازه ظرف، دارای حجم و وزن متفاوتی میتوانند باشـند) توسـط قیچـی هـای افقی (shears) بریده شده وارد ناودان (scoop) می شوند. ناودان از طریق یک بخـش میـانی (through) و یـک منحرف کننده (deflector) (شکل (۶ به ماشینهای شکل دهنده لقمه ( Individual – seetion glass forming machine یا ( Is machine متصل میشود.
شکل -۵نحوه تولید لقمه شیشه و برش آن توسط قیچی
شکل -۶ ناودان مخصوص حمل لقمه به قالب
۳- شکل دهی
بخش شکل دهی بگونه ای طراحی شده است که بتواند لقمه های استوانه و خمیـری شـکل را بـه ظـروف میان تهی تبدیل نماید. ایـن فرآینـد از دو نـوع سیسـتم کـه هـر کـدام از دو مرحلـه تشـکیل شـده اسـت، جهـت شکل دهی استفاده می نماید. در مرحله اول تبدیل لقمه به یک ظرف اولیه به نام parison است که در مرحله بعـد این ظرف اولیه تبدیل به مظروف نهایی خواهد شد. دو سیستمی که جهت تولید ظروف شیشهای مصـرفی جهـت بسته بندی بکار میروند شامل روش دمیـدن و دمیـدن (blowing and blowing) اسـت کـه از آن جهـت تولیـد ظروف دهانه تنگ استفاده میشود و دیگر روش پرس کردن و دمیدن (pressing and blowing) میباشـد کـه از آن برای تولید ظروف دهانه گشاد بهره گرفته میشـود. در هـر دو حالـت مـاده اولیـه تکـه (lump) و یـا لقمـه
(gob) است که در مرحله اول توسط جریان هوا و یا یک سمبه (plunger) به شکل یک جسم میان تهـی کـه تـا حدودی شباهت به یک مظروف دارد در میآیند و سپس در مرحله بعد با استفاده از دمیدن به شکل نهایی تبدیل خواهد شد. در سیستم اول پس از آنکه قالب که شامل دو نیمه مجزا از هم میباشـد بسـته شـد لقمـه از بـالا وارد قالب می گردد. در این مرحله قالب به صورت واژگون قرار دارد، بگونه ایی که قسمت فوقانی مظروف در پـایین قرار گرفته است. پس از آنکه لقمه کاملادر انتهای قالب قرار گرفت، ضمن آنکه مرحله تشکیل finish صورت می گیرد، از بالا قالب بسته میشود. سپس هوا به درون لقمه دمیده شـده تـا شـکل اولیـه (parison) بدسـت آیـد.
آنگاه، قالب همراه با parison به صورت »سرپا« در آمده و مجددا۲ در آن دمیده میشود تـا شـکل نهـایی بدسـت آید. (شکل (۷ در انتها قالب باز شده ظرف خارج خواهـد شـد (شـکل .(۸ در سیسـتم دوم، در مرحلـه اول، کـار تبدیل لقمه به یک جسم میان تهی اولیه را یک سـمبه بعهـده دارد. ایـن ظـرف اولیـه و میـان تهـی پـس از آنکـه بصورت »سرپا« قرار گرفت توسط جریان هوا به شکل نهائی که عموما۲ یک ظرف دهانه گشـاد اسـت درخواهـد آمد. (شکل (۹ نکته مهم در هر دو سیستم تنظیم درجه حرارت است بگونه ایی که درجـه حـرارت لقمـه در بـدو ورود حدود ۱۰۰۰ درجه سانتی گراد و قالب ها حدود۵۰۰°C باشد درجه حـرارت هـای کمتـر باعـث مـیشـود تـا شیشه بخوبی قابلیت شکل پذیری نداشته باشد و درجه حرارت های بالاتر هم باعث مـی شـود تـا لقمـه بـه سـطوح بچسبد و یا بعد از شکل گیری تقارن خود را از دست بدهد. قالب ها از استیل ضد رنگ ساخته میشـود و کـاملا
سطح آنها صیقلی و صاف است ولی بهرحال، به مرور زمان دچار فرسایش شده و باید تعویض گردنـد. ایـن امـر خصوصا در مواردی مانند اندازه و قطر بدنه و finish و نیز دو محل اتصال قالبها به یکدیگر بسیار اهمیت دارد.
نکته جالبی که در ماشینهای ) IS که به آنها Independent machine هم گفته مـیشـود) وجـود دارد آن اسـت که میتوان بصورت همزمان چند نوع قالب را با اندازههای متفاوت بر روی آن نصب نمود البته با این فـرض کـه همه محصولات نیازمند لقمهایی با یک وزن مشخص باشند.
شکل -۷ شمای روش دمیدن و دمیدن جهت تولید بطریشکل -۸ قالب بطری باز شدهشکل -۹ شمای روش پرس کردن و دمیدن جهت تولید جار (ظروف دهانه گشاد)
۴- استرس زدایی (Annealing)
آن کرده است میان مردم پیدا یژه ایی را درهنگامی که بطری یا ظرف شیشه ای از قالب خارج شد، درجه حرارت آن حدود۴۵۰ °C اسـت. اگـر بـه اجازه داده شود که بخودی خود سرد گردد، در این حالت تفـاوت سـرعت انقبـاض در بخـشهـای مختلـف شیشه باعث بوجود آمدن نوعی استرس در آن خواهد شد بگونه ایی که مظروف از ثبات کافی برخوردار نیسـت.
این امر از آن رو اتفاق میافتد که اصولا شیشه هادی حرارت خوبی نیست. با توجه به اینکه گرما در شیشـه بـاقی می ماند، سطح داخلی دیواره ظرف با سرعت کمتری نسبت به سطح خارجی خنک خواهد شد و حتی بدنه شیشه در میان دو سطح دیرتر خنک می گردد. بنابراین لازم است به نوعی سرعت خنک کردن و انقبـاض ناشـی از آن در شیشه تا سرحد امکان به شکل یکنواختی باشد. برای انجام این امر، ظروف ساخته شده به ماشین دیگری به نام ماشین استرس زداییAلر (Lehr)، که در واقع نوعی تونل طویل است منتقل میشوند. در این تونل درجه حـرارت به حدود ۶۰۰°C می رسد و سپس به تدریج عمل خنک کردن صورت می پذیرد (شکل .(۱۰ طـول تونـل حـدود ۴۰ متر است و درجه حرارت در انتهای آن به حدود ۳۰-۳۵ درجه سانتیگراد خواهد رسید.
شکل -۱۰ پروفیل طول و درجه حرارت در دستگاه استرس زدایی لر
۵- آزمون ها
ظرف شیشه ای ساخته شده از چند نقطه نظر باید مورد بررسی قرار گیرد. ارتفاع، قطر بدنه ( و یـا ابعـادی که در ظروف غیر استوانه ایی مطرح هستند) و بالاخره finish از آن جملهانـد. بـرای کسـانی کـه ایـن ظـروف را جهت بسته بندی محصولات خود با استفاده از دستگاههای پرکن و درب بند، بکار میبرند، تغییرات شدید در هر یک از ابعاد گفته شده می تواند مشکلات فراوانی را بوجود آورد. حفره درون قالبها معمولابصورت متقـارن و یکدست دچار فرسایش نمی شود. این تفاوت در فرسایش سطح قالب که از آن تحت عنوان »بیضی شـکلشـدن« (ovality) یاد می گردد، باعث پدیدار شدن تفاوت در بین محورها خواهد شد.
خارج شدن از »حالـت عمـودی« (verticality) نیز که رابطه بین مرکز بطری در finish با مرکز همین بطری در پایه (base) بطری اسـت از دیگـر مواردی است که خصوصا۲ در بطریهای بلند دارای اهمیت بوده و در صورت عدم تقارن میتواند مشکلاتی را به هنگام قرار گرفتن بطری در زیر پرکن بوجود آورد. موضوع ظرفیت و گجایش ظروف هم از جنبـه هـای قـانونی دارای اهمیت است و باید کاملاکنترل شود و در این حالت از »آزمون انبوه(bulk test) « استفاده میشود. بـدین شکل که حجم داخلی تعدادی ظرف اندازهگیری شده و سپس میانگین آنها با استاندارد مقایسه میشود.
۷- استرس ها
ظروف شیشهای ساخته شده در نهایت به کارخانه های بسته بندی مواد غذایی وارد مـی شـوند تـا از آنهـا جهت بسته بندی استفاده شود. در این کارخانه ها نیز ظروف با یکسری استرس ها یا فشارها مواجـه مـی باشـند کـه مهمترین آنها عبارتند از:
الف: فشار داخلی (مثبت یا منفی)
در محصولاتی که تحت فشار یا تحت خلا بسته بنـدی آنهـا در ظـروف شیشـه ای انجـام مـیگیـرد دیـده میشود. در یک بطری فشار داخلی عمدتا۲ باعث بروز استرسهای محیطی (محیط ظرف) و طولی خواهد شد. در بخش استوانه ای، استرس محیطی (S) بسـتگی بـه قطـر بطـری (d)، ضـخامت شیشـه (t) و فشـار وارده (p) دارد و میتوان آن را به شکل ذیل محاسبه نمود.
S =pd / 2t
فشار طولی معمولانصف فشار محیطی خواهد بود. در بخش های غیر استوانه ای معمولابدلیل تفاوت در ضخامت و تغییرات شدید انحناها، از معادلههای پیچیدهتری باید استفاده نمود.
ب: استرسهای ناشی از بار عمودی
بواسطه روی هم چیدن ظروف و یا به هنگام درب بندی (طشتک زنی) ایجاد میشود. ایـن نیروهـا بیشـتر به نواحی شانه و پاشنه ظروف وارد می شود. معمولااین نوع استرس را می توان با طراحـی مناسـب کـم نمـود. از جمله می توان تفاوت مابین قطر بدنه و قطر گردن را کاهش داد که در واقع افزایش شـعاع شـانه ظـرف را در بـر خواهد داشت. همچنین می توان تفاوت قطر بدنه و قطر سطح اتکا ظرف (bearing surfac) را نیز کم نمود.
ج: استرسهای تماسی و ضربهای
این نوع استرس ها هنگامی ایجاد می شوند که ظروف به یکدیگر یا به شـئی دیگـری برخـورد و اصـابت نمایند و بیشتر به هنگام پرکنی، حمل و نقل و مصرف رخ میدهد. برای رفع آن استفاده از پوشش ثانویه میتواند مفید باشد.
د: استرس ناشی از شوکهای حرارتی
که به هنگام تغییرات سریع حرارتی مثلادر پاستوریزه شدن و یا پرکردن محصول به صـورت گرمـا گرم (hot filling) دیده میشود. این نوع استرسها را میتوان با محدود نمودن تفاوت درجـه حـرارت در قسـمتهای سرد و گرم، کاهش ضخامت شیشه و اجتناب از ایجاد زوایای تند در سـاختار شیشـه خصوصـا۲ در قسـمت پاشـنه (thin spot) از بین برد و یا کاهش داد. (شکل .(۱۱
شکل -۱۱ تاثیر شکل زوایا بر استحکام ظروف شیشه ای
۷- واژه شناسی ظروف شیشهای
ظروف ساخته شده از قسمت های مختلفی تشکیل شده اند که آشـنایی بـا آنهـا مـیتوانـد در بخـش هـای طراحی های جدید و یا مقابله با استرسها، مفید واقع شـود. شـکل ۱۲، ایـن قسـمت هـا را در بطـری و جـار نشـان میدهد.
شکل-۱۲ بخش های مختلف یک ظرف شیشه ای
۸- تیمارهای سطحی
از این تیمارها باعث بهبود خواص شیشه خصوصا۲ از نظر ظاهر و افزایش مقاومت به ضربه میشود.
الف: تیمار گرم
معمولاپس از تولید، شیشه دارای ترکهای ریز (microcracks) در سطح خود است که میتواند باعث آسیبپذیری شیشه شود. با اسپری نمودن محلولی از یک فلز همراه با مواد آلی بر روی سطح ظروف شیشهائی به هنگامی که سطح آنها هنوز داغ است، می توان از پیدایش این ترکها جلـوگیری نمـود. معمـولااز ذرات بسـیار ریز قلع و یا ترکیبی چون تیتانیوم تتراکلراید استفاده میشود.
ب: تیمار سرد
در این حالت، امولسیونی از انواع مومها و یا روغن ها بصورت سرد بر روی شیشه پاشـیده مـیشـود. ایـن عمل را میتوان در قسمتهای انتهایی ماشین لر انجام داد.
ج: پوشش با ترکیبات پلیمری
ابتدا PVC و بعد پلی اتیلن بویژه در مورد شیشه های نوشابه گازدار بکار گرفته شد، اما به دلیل مشـکلاتی که وجود داشته اکنون توجه به استفاده از رزین های یونومری معطوف شده است. علاوه بر این موارد اسـتفاده از
«sleeves» (پوشش آستین مانند)که گرداگرد بسته شیشهای قرار میگیرد، نیز معمول می باشد (شکل .(۱۳
شکل -۱۳دو نوع Sleeve مناسب برای ظروف شیشه ایی
۹- کاهش وزن شیشه
تلاش زیادی بعمل آمده است تا از وزن ظروف شیشه ای کاسته شود. این کاهش علاوه بر مصرف کمتر مواد اولیه، باعث صرفه جویی در هزینههای حمل و نقل نیـز خواهـد شـد. البتـه توجـه بـه طراحـی و نحـوه انتقـال حرارت می تواند راهگشا باشد. کاهش ضخامت هرچند آسیب پذیری را افزایش می دهد اما در عین حال با توجه به اینکه در نحوه تعامل شیشه و حرارت اثر مثبتی دارد، می تواند باعث افزایش ثبات آن گـردد. انجـام تیمارهـای شیمیایی مانند آنچه در ژاپن تحت عنوان (chemical strengthening treatment) CST صـورت مـیگیـرد نیـز مورد توجه می باشد. همچنین توجه به نیروی کشش شیشه که در عمل بین ۷۰۰ تا ۱۴۰۰ کیلـوگرم بـر سـانتیمتـر مربع است و بنابراین انتخاب وسایل درببندی در محدوده فوق، همگام با کاهش ضخامت توصیه میگردد.
۱۰- درب ظروف شیشه ایی
همانگونه که ذکر شد، ظروف شیشه ای در دو نوع دهانه گشاد یـا جـار و دهانـه تنـگ یـا بطـری سـاخته می شوند. در هر دو مورد استفاده از درب که محکم بر روی شیشه قرار گیرد ضروری میباشد. این دربها بطور کلی از جنس فولاد قلع اندود یا آلومینیوم ساخته شده کـه در قسـمت داخلـی دارای پوششـی کـه معمـولانـوعی ترکیب پلاستیکی مثلاPVC 2 و یا سایر مواد پلی مری است، میباشد.
بـرای آنکـه درب بنـدی بـه شـکل محکمـی انجام شود از روشهایی مانند فشار دادن، پیچیدن، چرخاندن و مانند آنها استفاده می گردد. درب ها ممکـن اسـت به صورت تاجی شکل، لبهدار و چرخشی دیده شوند.
الف: درب ظروف دهانه گشاد:
دو نوع دربguard–seal و tamper–seal از انواعی هستند که به شکل گسترده ایی از آنها در مـواردی که محصول تحت خلاء عرضه می شود، استفاده میشود. در این نوع درب بندی نوعی قسمت یقه مانند، لبـه هـای درب و بخشی از شانه ظرف را میپوشاند. (شکل.(۱۴ از دربهای لبهدار (lug cap) نیز برای بسته بندی میوهها و سبزیها، ترشیها، مرباها، ژلهها، آبمیوهها و مانند آنها استفاده میشود.
شکل -۱۴ درهای نوع Guard–Sealشکل-۱۵ در از نوع Twist off
به این نوع در ها twist-off هم گفته می شود. شکل ۱۵ این نوع در را نشان میدهد. نوع دیگری از همین در press–on twist off نام دارد که بدون واشر بوده و با فشار لبـه در بـر روی finish ظـرف شیشـه ائـی درگیـر می شود (شکل.(۱۶ در لیوانی کـه مخصـوص ظـروف لیـوانی شـکل اسـت و در آن از تعـداد بیشـتری لبـه (lug) برخوردار است، نیز از همین دسته محسوب میشود (شکل .(.۱۷
ب: در ظروف دهانه تنگ این در ها به دو دسته قابل بسته شدن مجدد و غیرقابل بسته شدن مجدد تقسیم مـیگردنـد. در حالـت دوم
در اصطلاحاcrown2 یا تاج نامیده شده و معمولااز جنس فولاد قلع اندود است. ایـن در هـا دارای لبـه کنگـرهدار
(fluted–skirt) بــوده کــه بعــد از قــرار گــرفتن بــر روی دهانــه بطــری، بــدور finish جمــع (crimp) می شـوند
(شکل.(۱۸
شکل-۱۶ در از نوع Press–on twist offشکل۱۷ -در ویژه ظروف لیوانیشکل -۱۸تصویر کراون قبل از درب بندی
امروزه نوعی از آن به نام easy–open twist–off crown به بازار عرضه شـده کـه بـر روی آنهـا نـوعی شیار (thread) دیده می شود بگونه ای که به آنها امکان باز و بسته شدن مجدد را می دهـد. درب هـای بطـری کـه قابل بسته شدن مجدد هستند عموما۲ از جنس آلومینیوم بوده و به صورت roll–on بسته میشوند. مهمتـرین انـواع آنها با قطر ۲۶ و ۲۸ میلی متر است ولی انواعی با قطر ۴۰ میلیمتر نیز ساخته مـیشـود. ایـن نـوع درهـا فاقـد شـیار متناسب با finish هستند و پس از آنکه بر روی دهانه بطری قرار گرفتنـد، بـر اثـر فشـار در بنـد شـیار متناسـب بـا finish بر روی آنها ایجاد میشود (شکل.(۱۹
شکل -۱۹ درب بند که با فشار شیارروی شیشه را بر روی درب حک می کند
این نوع درها دارای نواری نازک در بخش پایینی هستند که با پلهایی به درب اتصال دارند و نقش ضد ناخنک زدن (tamperproof or pilfer–proof) را بعهده دارند. تمامی درهای ظروف دهانه تنگ نیز از داخل با لایه ای از مواد پلی مری مانند PVC پوشیده شده اند. به این لایه ها liner یا آستری گفتـه مـیشـود. آخـرین نکتـه درباره در ظروف آن است که این وسیله بخشی از بسته است و باید از جمیع جهات با آن هماهنگ باشد و تحت هیچ شرایطی با محتویات واکنش ندهد.
دایره المعارف بریتانیکا، بسته بندی را چنین تعریف مینماید: »تکنولوژی و هنر آمـاده کـردن یـک کـالابرای حمل، ذخیره سازی و فروش آسان.« در تعریفی دیگر انجمن متخصصـین جعبه و بسـته بنـدی آمریکـا بسـته بنـدی را آمیزه ای از »فـن قـرار دادن کـالا در بسـته» «بکـارگیری مـواد مختلـف جهـت محافظـت موادغـذایی و بـالاخره «جذابیت و جلوه گری بسته » میداند.در تعریفی سیستماتیک بسته بندی را می توان پوششی از یک سیستم دانست که کالا نامیده می شود و کالا عبـارت اسـت از دانشـی کـه بـا اسـتفاده از انـرژی در جرمـی تثبیـت شـده اسـت.
صرف نظر از تعاریف فوق، لازم است تا تمامی سعی و کوشش بعمل آید تا بستهایی با بهتـرین مشخصـات روانـه بازار گردد و در این راه باید به این جمله معروف که : »بسته بندی خوب(هارد باکس)، نیمی از فـروش خـود را قبـل از عرضـه کرده است« توجه جدی نمود. اگر بازار را مکانی بدانیم که در آن نیروها و شرایط خریـدار و فروشـنده در هـم گره می خورند بگونهای که باعث جابجا شدن کالا و خدمات خواهد شد. آن گاه میتوانیم در یک رقابت سـالم به »ادبیات بسته بندی« در بر هم زدن توازن به نفع یک یا چند فروشنده در میان خیل عظیم فروشـندگان – بهتـر پی ببریم. بسته و پوشش جایگاهی برای برقراری ارتباط و وسیله ای برای تبلیغ بشمار می آید. در این میان انتخاب پوشش مناسب نقش کلیدی را خواهد داشت و بنابراین ضرورت دارد که در این مـورد، بـه سـوالاتی کـه یـافتن پاسخ آنها راهگشا خواهد بود، جواب داده شود.
-۱ محصول بسته بندی شده و نوع بازار ؟ (جنبههای اقتصادی، فصلی، ذائقه و فرهنگی بازار هدف)
-۲ موانع مورد نیاز برای بسته ؟ (ضد چربی، ضد رطوبت، امکان یا عدم امکان عبور گاز و…)
-۳ طبیعت فرآوردهای که باید بسته بندی باشد ؟ (فسادپذیری، شکنندگی، مایع و جامد بودن)
-۴ نحوه استفاده مجدد و یا مکرر از بسته چگونه است؟
-۵ اندازههای متفاوت مورد نیاز ؟
-۶ پیشبینی زمان برای تعویض پوشش؟ ( اندازه، شکل، کاهش هزینهها، فرمولهای جدید)
-۷ تحمل بسته یا پوشش به درجه حرارت یا برودت ؟
-۸ چگونگی جلب توجه مصرف کننده ؟ (رنگ، فرم هندسی، نام و لوگو، ابتکاری بودن )
-۹ رعایت جنبههای اقتصادی ؟ (هزینه تمام شده یک پوشش)
-۱۰ میزان استقبال مصرف کنندگان؟ (بررسیهای مقدماتی و یا کلی)
-۱۱ شناخت کافی از رقبا ؟
-۱۲ آیا در حفاظت از بسته در برابر ناخنک زدن (tamperproofness) ؟
در زمینه رنگ، اثرات آن میتواند بسیار محسوس باشد و توجـه بـه اثـر رنـگ هـا مـیتوانـد بسـیار مفیـد باشد.رنگ سفید خاموشی و سکوتی زنده را می رساند، احساسی از پاکی و خلوص را در انسان بـر مـی انگیـزد، شاد و زنده و لطیف است. رنگ قرمز بعنوان یک عامل تحریک کننده دستگاه گـوارش کـه حتـی مـیتوانـد بـر نحوه گردش خون نیز اثر بگذارد شناخته می شود. البته بواسطه همین اثـر اسـت کـه بکـارگیری ایـن رنـگ بایـد کنترل شده باشد. در همین زمینه رنگ قرمز روشن شادی بخش بوده حال آنکه قرمز تیره نوعی افسردگی را القاء خواهد نمود. رنگ نارنجی حتی از رنگ قرمز نیز مؤثرتر است بگونه ای که می تواند تأثیر فیزیکی نیـز بـه همـراه داشته باشد. رنگ زرد روشن بیانگر گرمی و لطافت بوده، زرد طلایی و زرد متمایل به سبز بترتیب بیانگر تلاش و
سلامتی و سالم بودن خواهند بود. رنگ زرد تیره محرک حواس می باشـد. رنـگ صـورتی گرچـه فاقـد شـادابی ایجاد شده توسط رنگ قرمز است اما گفته می شود که حالاتی چون صمیمیت و اصالت را تشدید خواهد نمـود.
رنگ سبز را رنگ آرام نام نهاده اند که در آن تلالو جوانی، رشد و امید را میتوان مشاهده نمود و بالاخره رنگ آبی، رنگ آرامش نامیده شده است. تفاوت آن با رنگ سبز آن است که رنگ سبز را مرتبط با آرامش زمینی و آبی را آرامشی معنوی و آسمانی در نظر گرفتهاند.بنفش حزن و اندوهی توام با وقار دارد و سالمندان به آن علاقه بیشتری دارند. گاهی رنگ ها، احساس خاصی را تلقین مینمایند. بعنـوان مثـال رنـگ هـای تیـره وزن بیشـتر، زرد طلائی تجمل، نارنجی اشتهای کاذب ، خاکستری شوری، قهوهائی سوخته، طعم تلـخ، سـبز، طعـم تـرش را القـاء می نمایند.نکته دیگر در مورد رنگ آن است که همواره استفاده از ترکیب رنگهای متنوع، موثرتر از بکـارگیری یک یا چند رنگ انگشت شمار نخواهد بود و بنابراین افراط در استفاده از رنـگ مـی توانـد اثـر معکـوس داشـته باشد. البته شیشه های چند رنگ می تواند نوعی اثر مشابه با مشاهده رنـگ هـای موجـود در طبیعـت را نیـز بـدنبال داشته باشد.رنگ زرد بر روی زمینه سیاه بیشترین خوانایی را دارد. تکنیکهای بکارگیری رنـگ نیـز بایـد مـورد توجه قرار گیرند. مثلا۲ رنگ ها اگر به صورت نوارهای افقی باشند بسته کوتاه تر و فشرده تر دیده می شود و اگر عمودی باشند بسته را بلند تر جلوه می دهند. رنگهای روشن، بستهها را بزرگتر نشان میدهند و یا حرکت رنگ از مرکز به کناره ها و روشنتر شدن تدریجی آنها باز میتواند بسـته را بزرگتـر جلـوه دهـد. در ارتبـاط بـا نکـات گرافیکی، همان گونه که قبلا نیز بیان شد، پوشش ضمن انتقال یک پیام به مصرف کننده باید محتوی بسته را نیـز توصیف نموده، چگونگی استفاده از آن را بیان نماید.به عنوان مثال استفاده از متر به عنوان باز کننده جعبه بسـتنی رژیمی و یا کمربند در سوس مایونز حاوی چربی، در القا نوعی مفهوم به خریدار بسیار موثر است (شکل ۱)
شکل -۱ محصول رژیمی همراه با نماد متر یا کمربند
در مورد نام میتوان به مواردی مانند ارزش نامهایی چون زمزم در فرهنگ اسلامی، عدد ۷ به عنوان عدد خوشبختی در کشورهای اروپایی، حرف L به نشانه پیروزی در میان فیلیپینی ها اشاره نمـود.وجـود وضـوح و بـه عبارت دیگر عدم وجود پارازیت در ارسال پیام نیز باید مورد توجه خاص قرار گیرد. دلایل انجـام بسـته بنـدی را در یک نگاه کلی میتوان در موارد ذیل خلاصه نمود:
-۱ حفاظت از آسیبهای فیزیکی، میکروبی و آلودگیها
-۲ سهولت در حمل و نقل
-۳ امکان اعلام مشخصات و یا نوع فرآیند (ترکیب، قیمت، تاریخ تولید و مصرف و…)
-۴ تبلیغ
-۵ سهولت انبارداری
-۶ سهولت استفاده و انهدام و یا جمعآوری از بازار (Recall) -7 تقلیل ضایعات
-۸ امکان استفاده در بحرانهای طبیعی و یا غیرطبیعی (سوانح، جنگها، قحطی و …)
-۹ امکان عرضه به گروههای مختلف با در نظر گرفتن اندازه بسته.
در پایان این بخش متذکر می گردد که در این مجموعه و از اینجا به بعد به جنبههای تکنیکـی بسـته هـای مصرفی در صنایع غذایی، در قالب چندین بخش شامل: نحوه تولید و ساخت ظروف شیشـه ای ، ظـروف فلـزی ، آلومینیومی و فولاد قلع اندود، ظروف پلاستیکی، پوششهای کاغذی و مقوایی، بستههای چوبی اشاره شده و بـه تفصیل دوباره مشخصات و عوامل موثر بر یکایک آنها بحث خواهـد شـد. همچنـین در مـواردی بـه جنبـه هـایی خاص مانند شکل دهی به بسته به هنگام تولید ماده غذایی و یا فرآیندهایی کـه مسـتقیما در ارتبـاط بـا بسـته بنـدی میباشند، پرداخته خواهد شد.